Известны станки для фрезерования и полирования переменных малок по контуру листовых детален переменной кривизны из термопластичных и слоистых неметаллических материалов, выполненные в виде рамы, шпиндельного узла, коробки подач и механизма балансировки.
Описываемый станок для повышения производительности и улучшения условий труда снабжен каретками для настройки на заданные параметры обработки и механизмом подачи, выполненным в виде двух поворачиваюндихся относительно оси опорного ролика рамок, смонтированных на каретке настройки на толщину и имеюш,их два прижимных н два подаюш,их ролика, причем последние связаны между собой носредством зубчатой передачи и получают вращение от коробки подач через щарнирный валик.
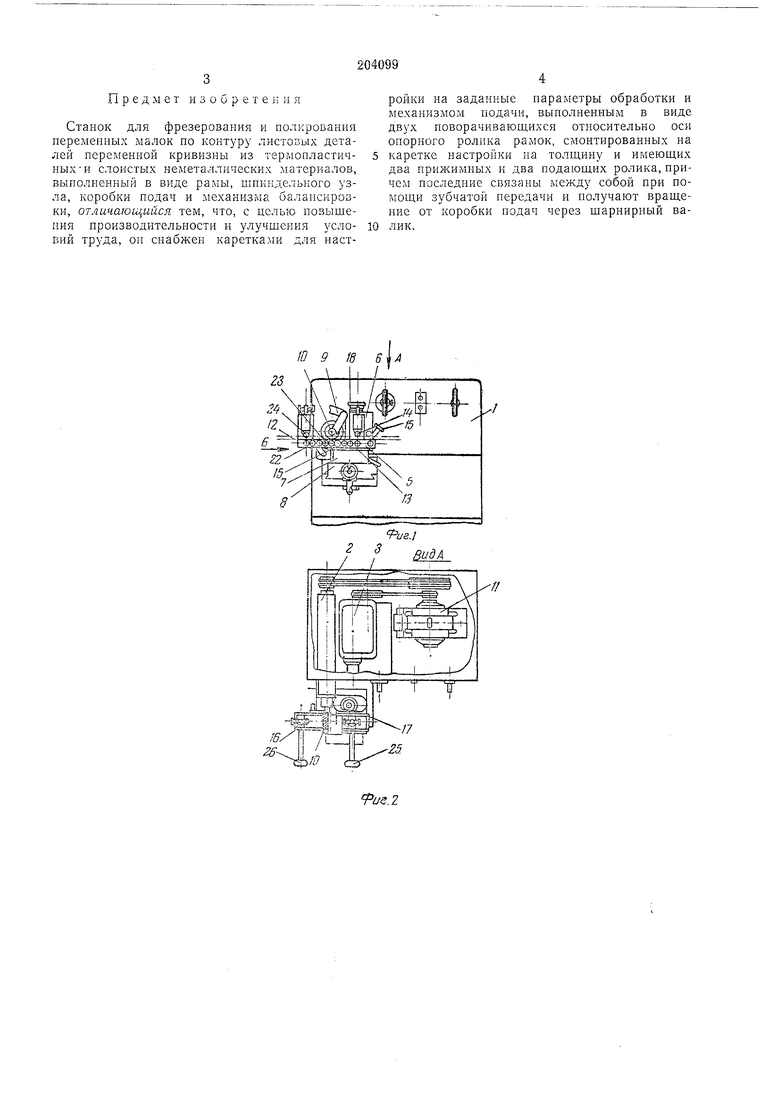
На фиг. 1 изображен описываемый станок; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид но стрелке Б на фиг. 1.
Станок для фрезерования и полирования неременных малок состоит из рамы 1, шпиндельного узла 2, коробки 3 подач, механизма 4 балансировки, механизма 5 нодачи, кареток 6, 7 Vi 8 настройки параметров обработки, механизма 9 охлаждения инструмента 10 и приводного электродвигателя 11.
Лист 12 из термопластичного или слоистого неметаллического материала, например из органического стекла, подлежащий обработке, вставляют соответствующей стороной
меладу подающим и прижимным роликами /.3 и 14. Предварительно производят настройку, при которой в зависимости от кривизны листа 12 поворачиваются на необходимый угол относительно оси опорного ролика /6 рамки
16 и 17, а каретка 6, несущая опорный ролик 15, вращением маховичка 18 перемещается в положение, соответствующее толщине листа 12. Затем перемещается но цилиндрической поверхности 19 каретка 7 настройки на угол
обработки, фиксируемая винтом 20. Настройка на глубину обработки осуществляется перемещением каретки 8 посредством маховичка 21. Вращающийся ролик 13 подает лист 12,
поддерживаемый с боковых сторон механизмом 4, в промежуток между роликом 15 и инструментом 10, откуда обработанный лист 12 продвигается к ролику 22, связанному с роликом 13 зубчатой нередачей 23. Сверху лист
12 прижимается к ролику 22 вторым прижимным роликом 24. Для улучшения условий базирования листа 12 служат дополнительные ролики 25 и 26. Описываемый станок позволяет обеснечить
Предмет и з о О р е т е н и л
Станок для фрезерования и полирования переменных малок по контуру лиетовых деталей неременной кривизны из термопластичных и слоистых неметаллических материалов, выполненный в виде рамы, шпиндельного узла, коробки подач и механизма балансировки, отличающийся тем, что, с целью повышения производительности и улучшения условий труда, он снабжен каретками для настройки на заданные параметры обработки и механизмом подачи, выполненным в виде двух поворачиваюшихся относительно оси опорного ролика рамок, смонтированных на
каретке настройки на толщину и имеюш;их два прижимных и два подаюш,их ролика, причем последние связаны между собой при помош,и зубчатой передачи и получают враш;ение от коробки подач через шарнирный валик.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Станок для обработки кромок | 1975 |
|
SU529015A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2010698C1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Фрезерный станок для орнаментных работ | 1977 |
|
SU636079A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |