со стороны цилиндрической торцовой поверхности детали 2, а сферообра- зующие инструменты 4 расположены на выходных валах приводных механизмов выполненных в виде дифференциальных зубчатых редукторов 5 с изменяемым эксцентриситетом. При работе станка обрабатываемая деталь 2., подаваемая на загрузочную позицию лотком 21, с помощью подвижкой опоры 23 устанавливается между прижимными роликами 13 и 14. Затем поворотный диск 15 перемещает деталь 2 в рабочую пози1
Изобретение относится к обработке оптических деталей и может быть использовано в технологии опт чебкого приборостроения При изготовлении линз.
Цель изобретения - повьшение производительности процесса и улучшение качества обрабатьшаемых поверхностей за счет одновременной трехстор онней обработки и использования наиболее благоприятных режимов резания,,
На фиг. 1 показан предлагаемьй станок, вид сбоку; на фиг. 2 - вид А на фиг, 1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг, 4 - разрез В-В на фиг. 2.
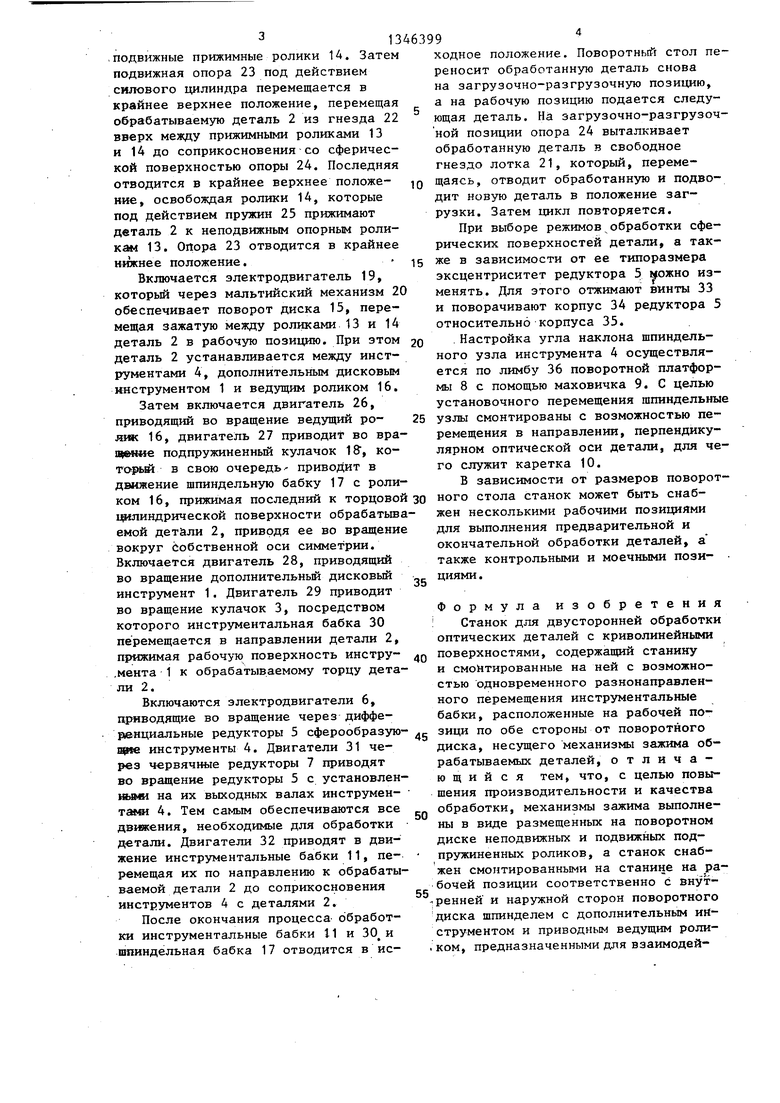
Станок содержит дополнительньй дисковый ии струмент 1 j расположенный со стороны 1Щлиндркчес1 :ой торцовой поверхности обрабатываемой детали 2 к связанный с механизмом подачи посредством подпружиненного кулачка 3, сферообразующие инструменты 4 расположенные с пр отивоположньгх сторон обрабатьшаемой детали 2, установленные на выходных валах ,чифферен- 1диальньпс зубчатьп редукторов 5s свя- гзанных с двигателями 6 приво,ца вращения инструментов 4 через червячные редукторы 75 размещенные на поворотных платформах 8, связанных с .приводными маховичками 9. Поворотные 1шатформы 8 размещены ка подвижной каретке 10, имеющей возможность перемещаться относительно инструментальной бабки 11, установленной на направляющих качения станины 12„
цию. При этом деталь 2 устанавливается между сферообразующими инструментами 4s дополнительным дисковым инструментом 1 и вед5щим роликом 16. В процессе обработки ведущий ролик 16 сообщает детали 2 вращение вокруг собственной оси симметрии, инструменты 4, совершающие планетарное вращательное движение, прижимаются к сферическим поверхностям детали 2, а дополнительный дисковый инструмент 1 обрабатывает торцовую поверхность детали 2. 4 ил.
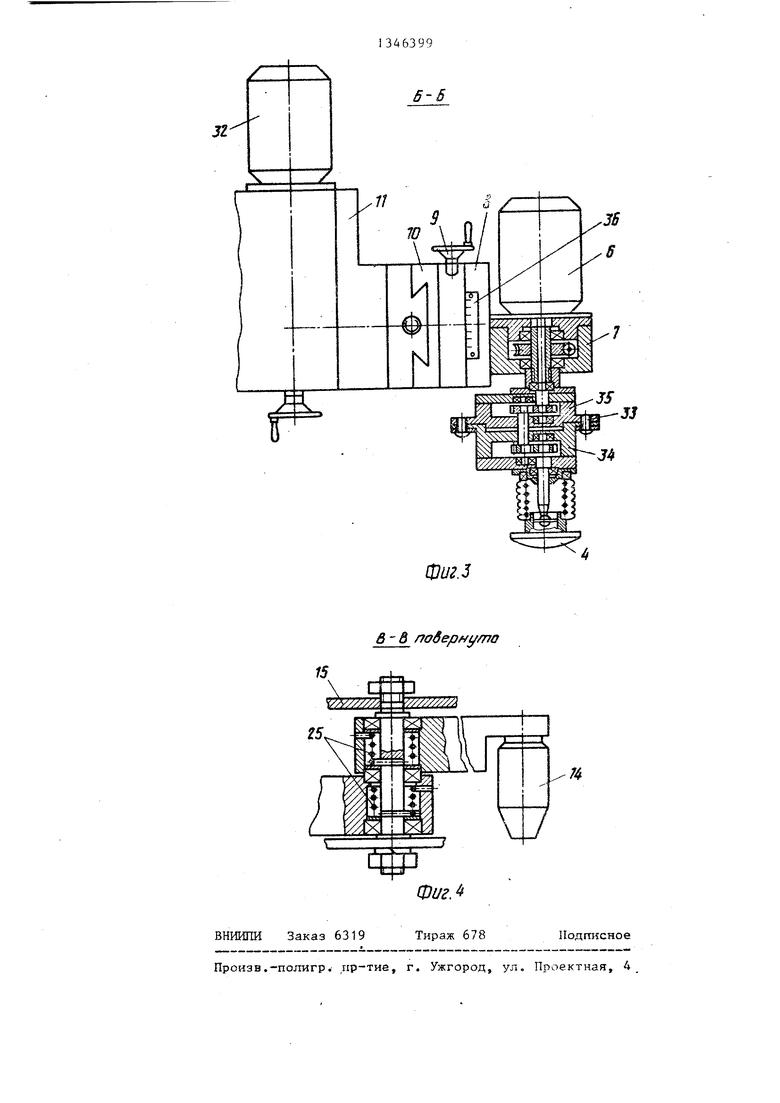
Обрабатываемые детали 2 установлены в механизмах зажима, выполненных в виде неподвижных 13 и подвижнь х 14 ярил и1 {ньгх роликов, смонтированных на поворотном диске 15. С про-- тивоположной от дополнительного дискового инструмента 1 стороны детали 2 расположен ведущий ролик 16, ,
установленный с возможностью вргйце- ния на шпиндельной бабке 17 и связанный с механизмом подачи посредством подпружиненного кулачка 18
Оси симметрии POJBIKOB и дополнительного инструмента параллельны оси поворота диска 15,
Поворотный диск 15 связан с электродвигателем 19 привода вращения через мальтийский механизм 20, С противоположной от рабочей позиции стороны поворотного диска 15 установлен подвижный транспортный лоток 21 с гнездами 22 под детали 2х и подвижная опора 23, Соосно последней
над поворотным диском 15 установлена подпружиненная onopi 24, I
Станок работает следующим образом,
Обрабатываемые детали 2 укладываются в гнезда 22 транспортного лотка 21„ Последний устанавливается
гнездом 22 против подвижной опоры. 23, расположенной напротив прижимных ро« ликов 13 и 14 загрузочно-разгрузочной позиции,
Опора 24 с помощью силового цилиндра подается в крайнее нижнее по- ложение. при этом она раздвигает
.подвижные прижимные ролики 14. Затем подвижная опора 23 под действием силового цилиндра перемещается в крайнее верхнее положение, перемещая обрабатываемую деталь 2 из гнезда 22 вверх между прижимными роликами 13 и 14 до соприкосновения со сферической поверхностью опоры 24. Последняя отводится в крайнее верхнее положение, освобождая ролики 14, которые под действием пружин 25 прижимают деталь 2 к неподвижным опорным роликам 13. Опора 23 отводится в крайнее нижнее положение.
Включается электродвигатель 19, который через мальтийский механизм 20 обеспечивает поворот диска 15, перемещая зажатую между роликами 13 и 14 деталь 2 в рабочую позицию. При этом деталь 2 устанавливается между инструментами 4, дополнительным дисковым инструментом 1 и ведущим роликом 16.
Затем включается двигатель 26, приводящий во вращение ведущий ролик 16, двигатель 27 приводит во вра- афвние подпружиненный кулачок 18, ко- торьй в свою очередь приводит в движение шпиндельную бабку 17 с роликом 16, прижимая последний к торцовой зо ного стола станок может быть снаб1Эшиндрической поверхности обрабатываемой детали 2, приводя ее во вращение вокруг Собственной оси симметрии. Включается двигатель 28, приводящий во вращение дополнительньй дисковый инструмент 1. Двигатель 29 приводит во вращение кулачок 3, посредством которого инструментальная бабка 30 перемещается в направлении детали 2, прижимая рабочую поверхность инстру- .мента 1 к обрабатываемому торцу детали 2.
Включаются электродвигатели 6, приводящие во вращение через дифференциальные редукторы 5 сферообразую- .д зици по обе стороны от поворотного инструменты 4. Двигатели 31 че- диска, несущего механизмы зажима обрабатываемых деталей, отличающий с я тем, что, с целью повышения производительности и качества обработки, механизмы зажима выполнены в виде размещенных на поворотном диске неподвижных и подвижных подпружиненных роликов, а станок снабрез ч€рвячные редукторы 7 приводят во вращение редукторы 5 с установлен- Ш)1ни на их выходных валах инструмен- TS191 4. Тем самым обеспечиваются все движения, необходимые для обработки детали. Двигатели 32 приводят в движение инструментальные бабки 11, перемещая их по направлению к обрабатываемой детали 2 до соприкосновения инструментов 4 с деталями 2.
После окончания процесса обработки инструментальные бабки 11 и шпиндельная бабка 17 отводится в ис-
50
55
жен смонтированными на станине на рабочей позиции соответственно с внутренней и наружной сторон поворотного диска шпинделем с дополнительным инструментом и приводным ведущим роликом, предназначенными для взаимодейходное положение. Поворотный стол переносит обработанную деталь снова на загрузочно-разгрузочную позицию, а на рабочую позицию подается следующая деталь. На загрузочно-разгрузоч- ной позиции опора 24 выталкивает обработанную деталь в свободное гнездо лотка 21, который, перемещаясь, отводит обработанную и подво дит новую деталь в положение загрузки. Затем цикл повторяется.
При выборе режимов обработки сферических поверхностей детали, а также в зависимости от ее типоразмера эксцентриситет редуктора 5 можно изменять. Для этого отжимают винты 33 и поворачивают корпус 34 редуктора 5 относительно корпуса 35.
Настройка угла наклона шпиндельного узла инструмента 4 осуществляется по лимбу 36 поворотной платформы 8 с помощью маховичка 9. С целью установочного перемещения шпиндельные
узлы смонтированы с возможностью перемещения в направлении, перпендикулярном оптической оси детали, для чего служит каретка 10.
В зависимости от размеров поворот5
0
жен несколькими рабочими позициями для выполнения предварительной и окончательной обработки деталей, а также контрольными и моечными позициями .
Формула изобретения ; Станок для двусторонней обработки оптических деталей с криволинейными поверхностями, содержащий станину и смонтированные на ней с возможностью одновременного разнонаправленного перемещения инструментальные бабки, расположенные на рабочей по.д
50
55
жен смонтированными на станине на рабочей позиции соответственно с внутренней и наружной сторон поворотного диска шпинделем с дополнительным инструментом и приводным ведущим роликом, предназначенными для взаимодейдетали и связанными с введенными в станок механизмами подачи, при этом
SuffA
полнительного инструмента параллельны ось поворота диска.
Фи.1
6-5
LX
зъ
фш.
повернуто
Фиг.
ВНИИПИ Заказ 6319 Тираж 678 11одт сное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4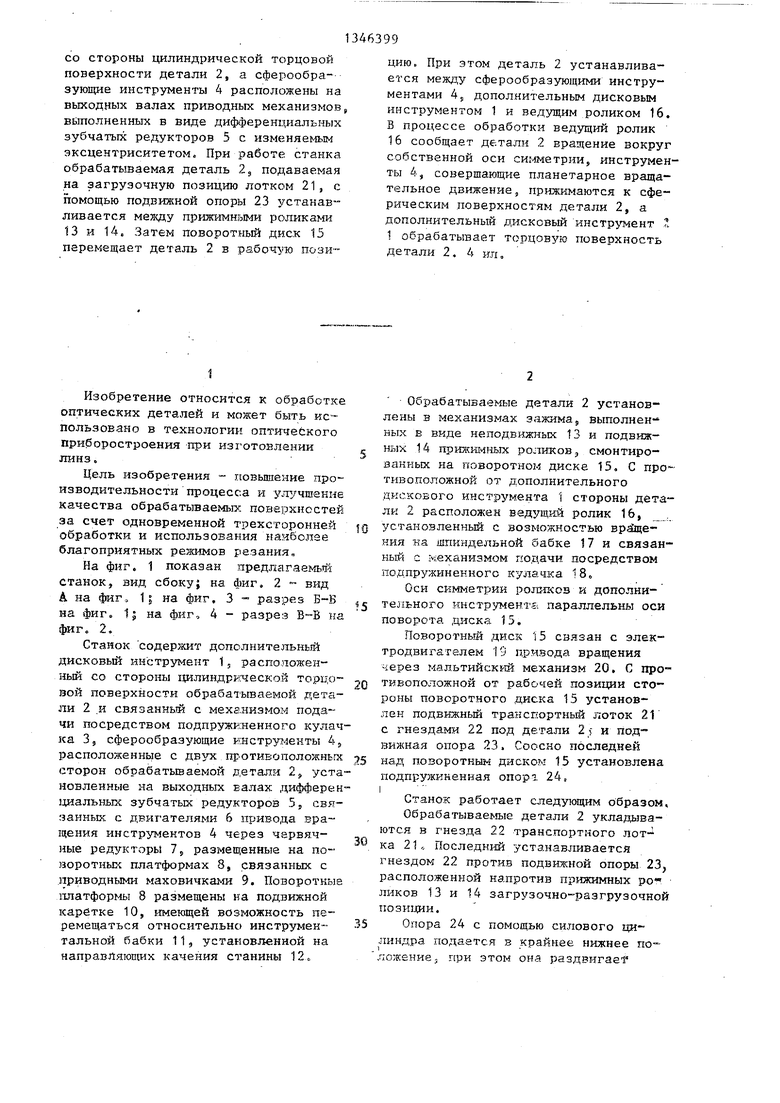
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| Металлорежущий станок | 1984 |
|
SU1202718A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Токарный многоцелевой станок | 1985 |
|
SU1282962A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |

Изобретение относится к технологии изготовления оптических деталей i может быть использовано для обработку сферических преломлякшо х и цилиндрических базирующих поверхностей оптических линз. Изобретение позволяет повысить качество обработки и производительность процесса за счет установления оптимальных режимов обработки и совмещения во времени обработки трех поверхностей детали Для этого станок содержит дополнительный дисковый инструмент 1, установленный ff (Л ф1/г.7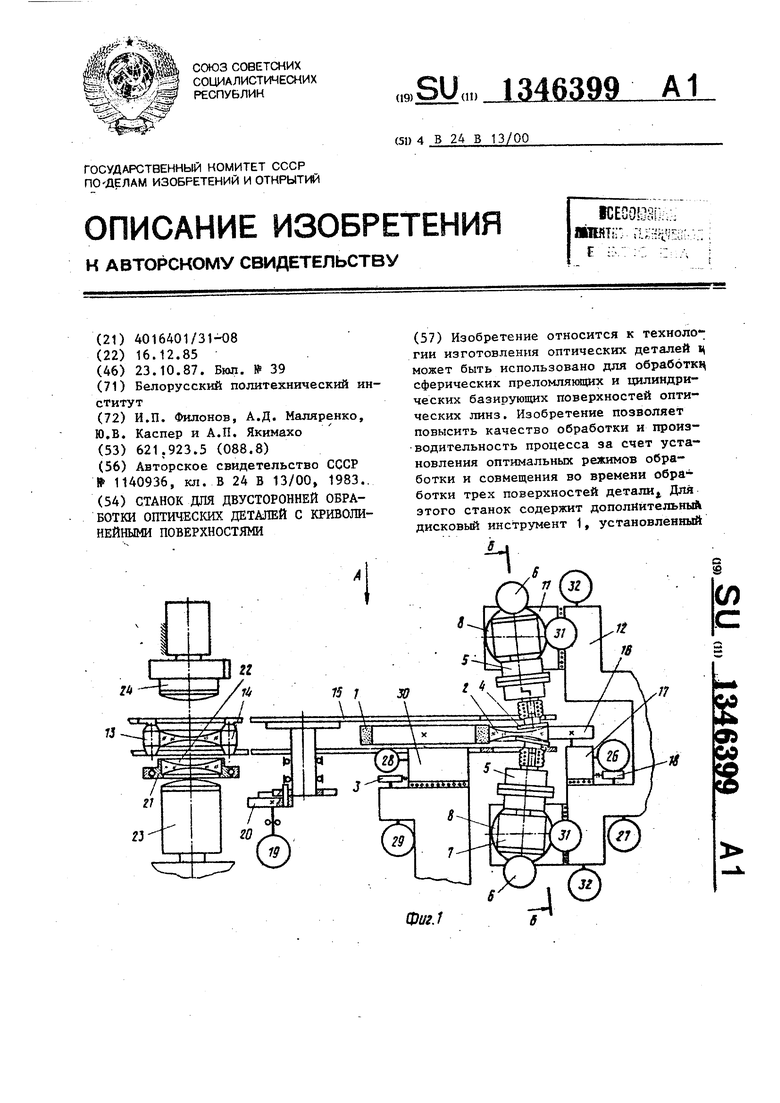
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
