Известны станки для доводки плоскопараллельных поверхностей свободным абразивом, 1содерл аи1,ие доводочные диски с тремя или четырьмя компенсационными кольцами, удерживаемыми опорными роли,ка:ми, причем доводочный диск, -вращаемый возникающими силами трения, передает вращение на компенсационные кольца, внутри которых находятся обрабатываемые детали. Для обеспечения доводки деталей с высокой размерной точностью процесс доводки приходится прерывать и производить несколько раз промежуточный контроль размера всех деталей.
Описываемый доводочный станок отличается тем, что для обеспечения автоматического контроля обрабатываемых деталей непосредственно в процессе доводки в грузовой диск встроено контрольно-измерительное пневмосопловое устройство, выполненное в виде плунжера, имеющего осевое отверстие для подвода воздуха, и измерительного пневмосопла, запрессованного в н-ижний торец и устанавливаемого «а заданную величину воздущного зазора с помощью регулировочной гайки.
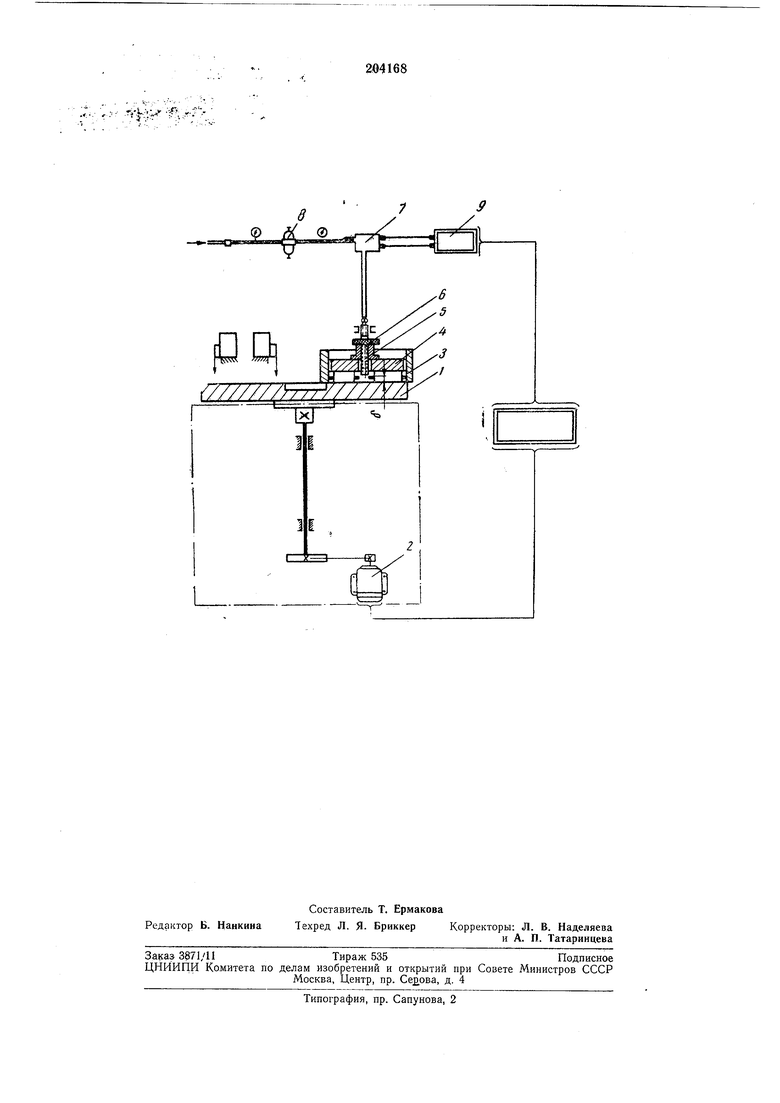
На чертеже схематически изображен описываемый станок, содержащий доводочный диск 1, получающий вращение от двигателя 2. Детали укладывают в окнах сепараторов 5 и на их -поверхность устанавливают грузовые
диски 4, в которые вмонтированы пневматические 1контрольно-измерительные сопловые устройства 5. Сопла последних заранее установлены на требуемый размер обработки путем плавного перемещения плунжера с соплом 5 вращением гайки 6.
Положение сопла надежно фиксируется, при этом величина воздушного зазора б запоминается следящей системой, включающей, кроме пневмосоплового устройства 5, пневмоэлектрический сильфонный датчик 7, блок фильтра со стабилизатором 8 и электронное реле 9.
П.редвдет изобретения
Станок для доводки плоокопараллельных поверхностей свободным абразивом с применением пневмоэлектрической следящей системы, содержащий доводочный и грузовой диски, отличающийся тем, что, с целью автоматического контроля обрабатываемых деталей непосредственно в процессе доводки, в грузовой диск встроено контрольно-измерительное пневмосопловое устройство, выполненное в виде .плунжера, имеющего осевое отверстие для подвода воздуха, и измерительного пневмосопла, запрессованного в нижний торец и устанавливаемого на заданную величину воздушного зазора с помощью регулировочной гайки.
.1Г|. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ДОВОДКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU225027A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ НА ПЛОСКОДОВОДОЧНОМСТАНКЕ | 1971 |
|
SU294717A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Доводка плоских и плоско-параллельных поверхностей | 1957 |
|
SU115321A1 |