Известно устройство для изготовления из ленты гофрированных пластин. Оно содержит механиз,м предварительного гофрирования ленты, выполненный в виде зубчатых валков и тормозного механизма, служащего для уменьшения шага гофрированной ленты, и отрезной механизм.
Описываемое устройство позволяет получать пластины с заданным стабильным шагом и требуемыми радиусами у вершин гофр. В нем вал,ки механизма предварительного гофрирования -выполнены с одинаковыми зубьями, лрофиль и шаг которых соотгветст вуют профилю и шагу формируемых ими гофр. Между тормозным и отрезным механизмами вмонтирован узел калибровки шага, выполненный :в виде двух установленных пернендикулярно к Осям валков шнеков с параллельными осями и переменным увеличиваюш;имся в направлении подачи ленты шагом.
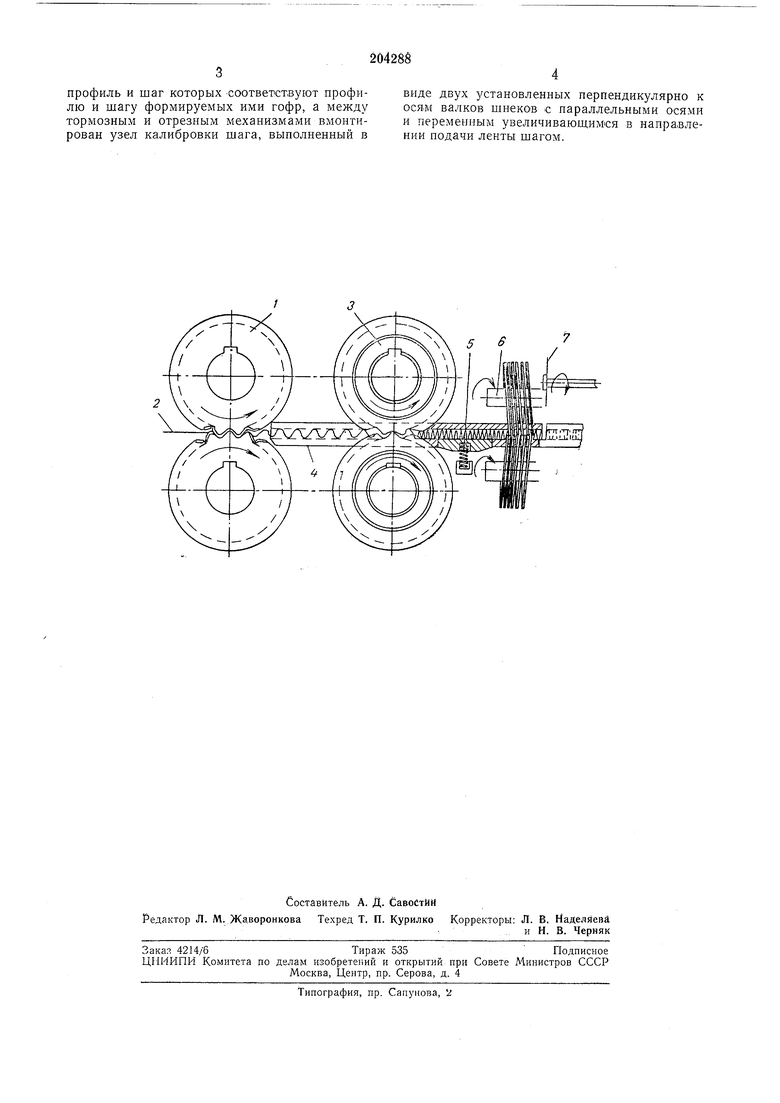
Предлагаемое устройство изображено па чертеже.
Механизм предварительного гофрирования ленты выполнен в виде двух зубчатых валков /. Лента 2, проходя валки, формируется и гофрируется с крупным шагом. Валки, с целью .получения четкого рисунка на ленте, сделаны наборными из отдельных дисков. Далее лента .проходит между дополнительными валками 3, профиль зубьев которых соответствует профилю зубьев валков /. Однако валки 3 имеют кольцевые проточки, через которые прОПуш,ены направляющие лотки 4. Затем лента задерживается тормозным механизмом 5, что приводит к уменьшению шага гофр.
Вследствие непостоянства жесткости ленты шаг гофр получается неравномерным. Для обеспечения стабильности гофр служит узел 6 калибровки шага, представляющий собой два шнека с переменным .постепенно увеличивающимся в направлении подачи ленты шагом. Спирали шнеков входят во впадины между гофрами и калибруют шаг гофр.
За узлом калибровки шага установлен дисковый нож 7, разрезающий гофрированную ленту на участки заданной длины.
Предмет изобретения
Устройство для изготовления гофрированных пластин из ленты, содержащее механизм предварительного гофрирования ленты, выполненный в виде зубчатых валков и тормозного механизма, слу кащего для уменьшения
шага гофрированной ленты, и отрезной механизм, отличающееся тем, что, с целью получения пластин с заданным стабильным шагом и требуемыми радиусами у вершин гофр, в нем палки механизма предварительного гофриропрофиль и шаг которых COOTBeTicTByioT профилю и шагу формируемых ими гофр, а между тормозным и отрезным механизмами вмонтирован узел калибровки шага, выполненный в
виде двух установленных перпендикулярно к ося:М валков шнеков с параллельными осями и переменным увеличиваюш,им1ся в направлении подачи ленты шагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645841C1 |
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| Способ изготовления из ленты гофрированных пластин и устройство для его осуществления | 1987 |
|
SU1493351A1 |
| Устройство для изготовления ленты с гофрами,расположенными в шахматном порядке | 1980 |
|
SU1022765A1 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННЬ!Х МАТЕРИАЛОВ | 1971 |
|
SU290077A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |