Изобретение относится к обработке металлов давлением, в частности изготовлению гофрированных листов с нечетным количеством полугофр, и мо- жет быть применено для изготовления радиаторов.
Цель изобретения - повышение точности изделий и выхода годного.
На фиг, 1 - представлено устрой- ство, общий вид; на .фиг. 2 - выносной элемент; на фиг. 3 - разрез А-А на фиг. 1; на фиг, 4 - разрез В-Б на фиг. 1; на фиг. 5 - разрез-В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 5.
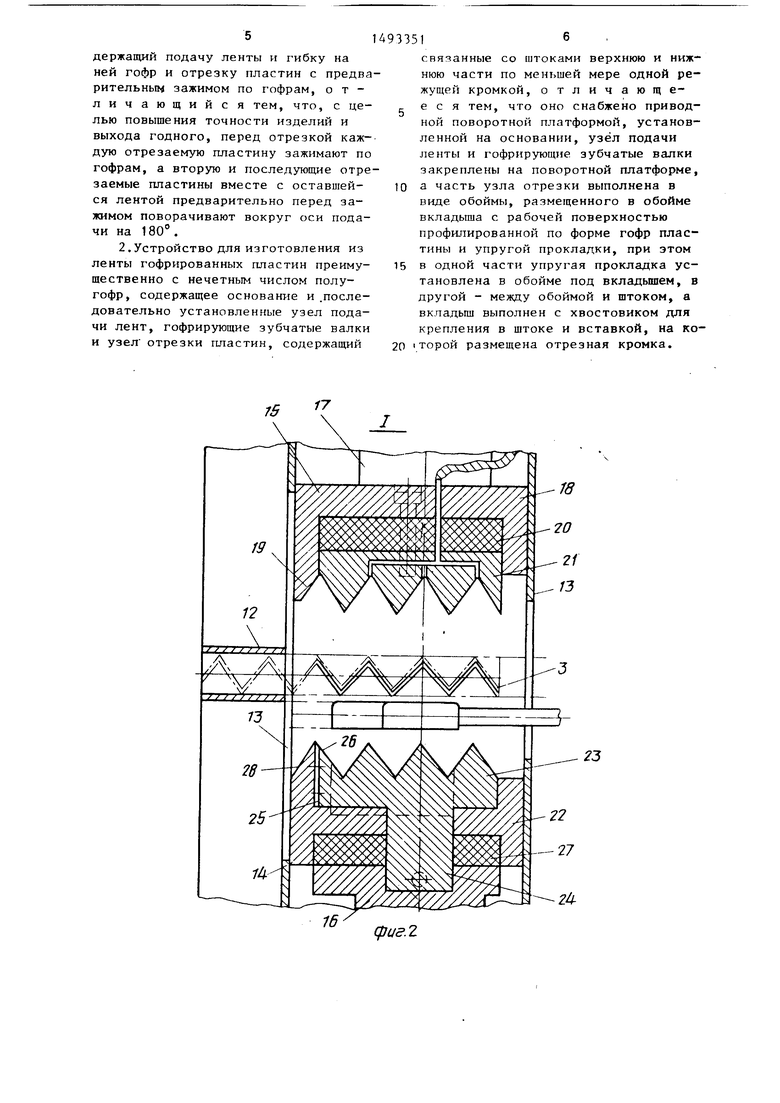
Устройство содержит основание 1 с установленной на нем поворотной платформой 2,.выполненной в виде (Двух колец, соединенных продольными полосами и опирающихся на катки 3 с приводом 4. На платформе 2 посредством стоек 5 установлена свободно вращающаяся рулонница 6 с ленточной заготовкой 7, а посредством стоек 8 установлены гофрирующие зубчатые валки 9 с приводом от двигателя 10 через редуктор П. Кроме того, на платформе 2 закреплен направляющая фильера 12, выполненная из двух изогнутых листов и размещенная в окне ближайшей направляющей пластины 13, закрепленной на основании.
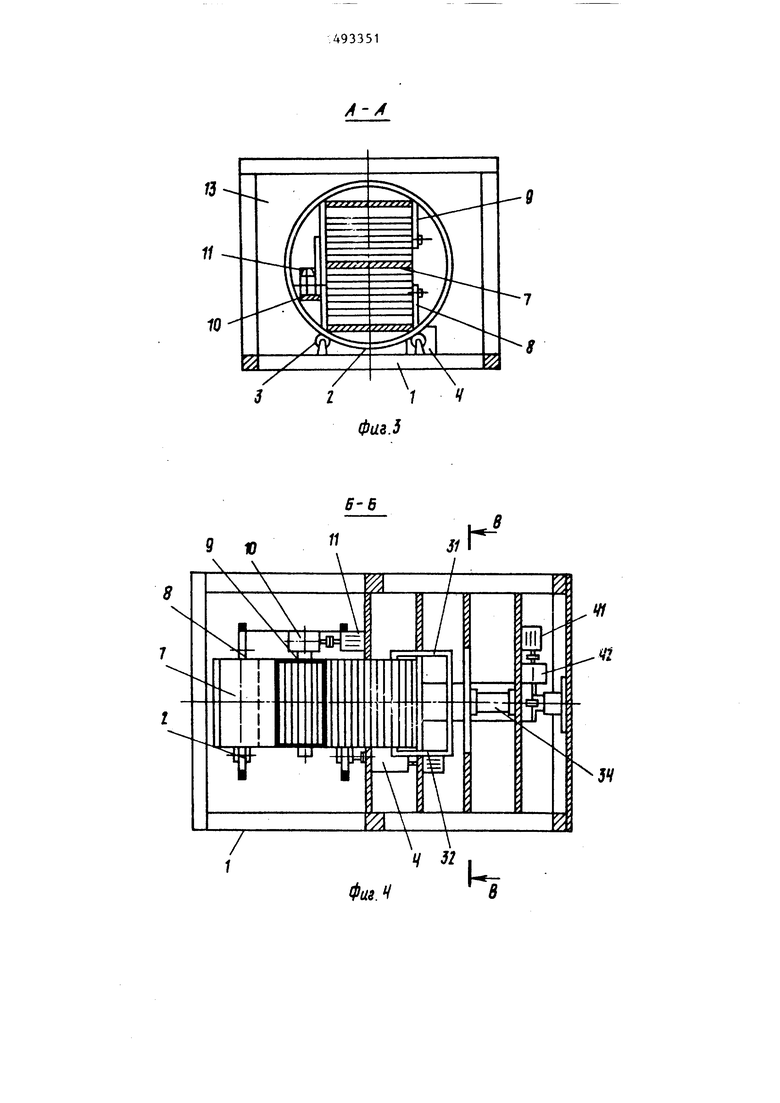
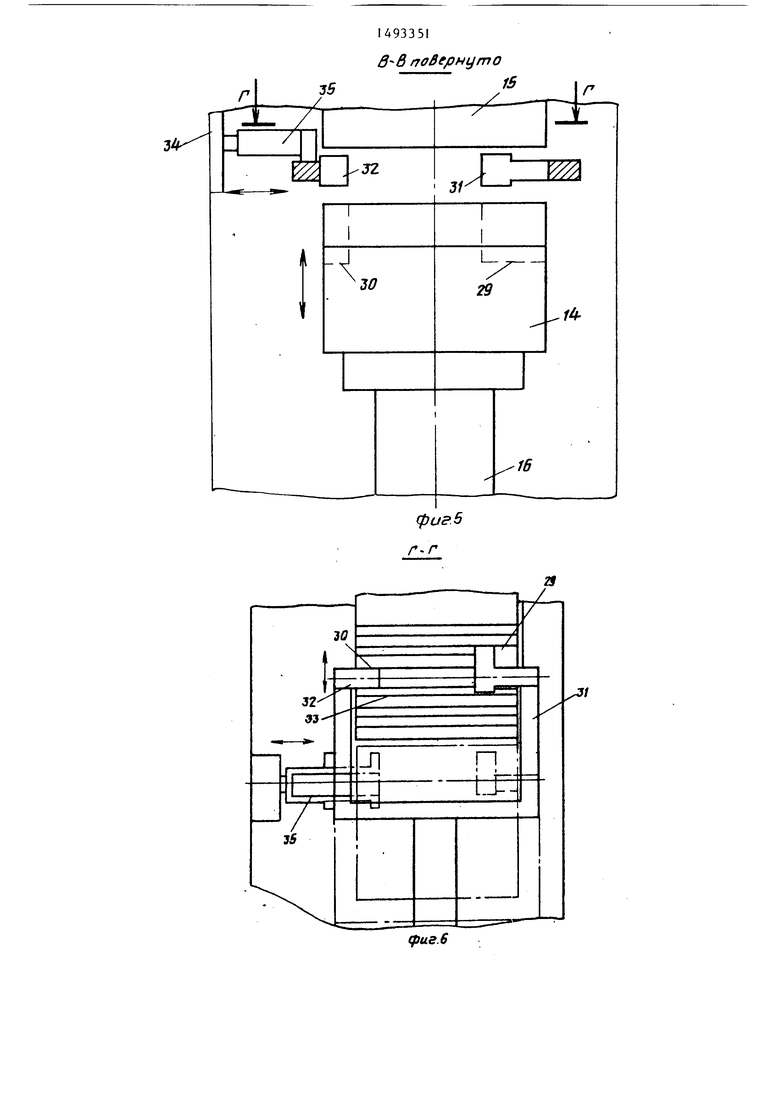
Между направляющими пластинами 1 установлен узел отрезки, включающий нижнюю 14 и верхнюю 15 части, связанные со штоками 16 и 17 соответственно. Верхняя часть 15 содержит закрепленную на штоке 17 обойму 18 с прижимной поверхностью 19, уста- новленный в обойме 18 на упругой прокладке 20, например из резины, вкладьш 21 с рабочей поверхностью по форме гофр. Нижняя часть 14 содержит обойму 22 со ступенчатым от- верстием, в полости которой размещен вкладыш 23 с хвостовиком 24, закрепленным на штоке 16, и вставкой 25 с режущей кромкой 26. На хвостовике 24 вкладьша 23 в большей ступе
этверстия обоймы установлена прокладка 27. На обойме 22 имеется прижимная поверхность 28.
Вкладьш 23 выполнен с рабочей поверхностью по форме гофр и с пазами 29 и 30 под кронштейны 31 и 32 узла удаления гофрированной пластины 3 3 .
0 5 0
д д
0
5
Кронштейны ЗТ и 32 приводятся от пновмоцилиндра 34. Кроме того, узел удаления гофрированных пластин содержит пневмоцилиндр 35, на штоке которого установлен П-образный кронштейн 36.
Штоки 16 и 17 связаны с приводом, содержащим два коромысла 37, рычаж- - ную систему 38 с пружинами 39 кулачков 40, приводимых во вращение двигателем 41 через редуктор 42.
Для осуществления автоматического включения и отключения привода платформы 2, валков 9, двигателя 41, пневмоцилиндров 34 и 35 установлены (условно не показаны).
Устройство работает следующим образом.
Сначала ленточную заготовку заправляют между валками 9 и включают двигатель 10, осуществляют гофрирование, направляя ее через фильеру 12 в отрезной узел. Дойдя до датчика, определяющего длину пластины 33, ленточная заготовка отключает двигатель. Кронштейны 31 и 32 пневмо- цилиндром 34 перемещаются к пазам 29 и 30 вкладьш а 23, а привод отрезного узла сближает нижнюю 14 и верхнюю 15 части и, зажав пластину вкла- дьш1ами 21 и 23 отрезает ее вставкой 25. После отрезки пластины 33 части 14 и 15 возвращаются в исходное положение, кронштейны 31 и 32 выводят пластину 33 из зоны отрезки, а кронштейн 36 сбрасывает ее с кронштейнов 31 и 32, которые возвращаются в исходное положение. Затем включается привод 4, который поворачивает платформу 2 на катках 3 на 1GO вокруг оси подачи. При повороте вершина гофра, предназначенного для разрезки, оказывается в верхнем положении, т.е. в таком же, как и в предыдущей пластине, что позволяет производить зажим и отделку без дополнительного смещения пластины на полшага гофра.
Данный способ и устройство для его реализации обеспечивает безотходное производство точных пластин с нечетным Количеством полугофр
Формула изобретения
1. Способ изготовления из ленты гофрированных пластин преимущественно с нечетным числом полугофр, со-
5
держащий подачу ленты и гибку на ней гофр и отрезку пластин с предварительным зажимом по гофрам, отличающийся тем, что, с целью повышения точности изделий и выхода годного, перед отрезкой каждую отрезаемую пластину зажимают по гофрам, а вторую и последуюоще отрезаемые пластины вместе с оставшейся лентой предварительно перед зажимом поворачивают вокруг оси подачи на 180°.
2.Устройство для изготовления из ленты гофрированных пластин преимущественно с нечетным числом полугофр, содержащее основание и .последовательно установленные узел подачи лент, гофрирующие зубчатые валки и узел отрезки пластин, содержащий
связанные со штоками верхнюю и нижнюю части по меньшей мере одной режущей кромкой, отличающееся тем, что оно снабжено приводной поворотной платформой, установленной на основании, узел подачи ленты и гофрирующие зубчатые валки закреплены на поворотной платформе,
а часть узла отрезки выполнена в виде обоймы, размещенного в обойме вкладыша с рабочей поверхностью профилированной по форме гофр пластины и упругой прокладки, при этом
в одной части упругая прокладка установлена в обойме под вкладышем, в другой - между обоймой и штоком, а вкладыш выполнен с хвостовиком для крепления в щтоке и вставкой, на коI торой размещена отрезная кромка.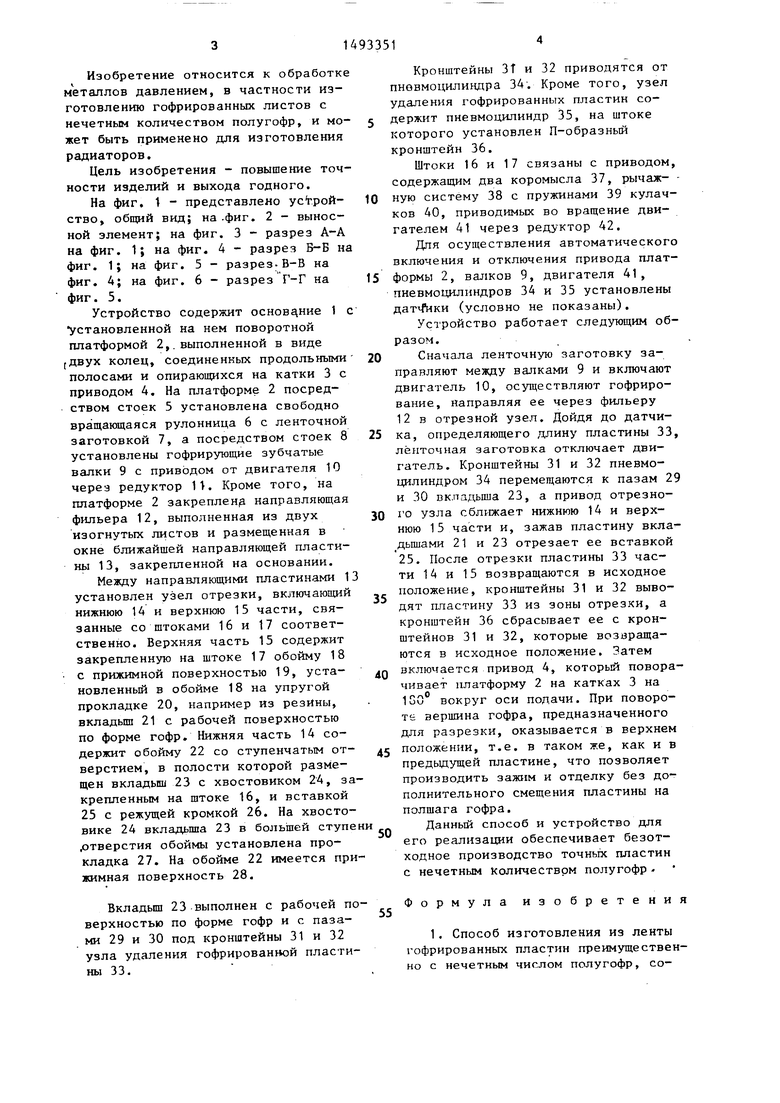
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПЛАСТИН из ЛЕНТЫ | 1967 |
|
SU204288A1 |
| Теплообменник и машина для его сборки | 1987 |
|
SU1620798A1 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Устройство автоматической резки фильтрующей гофрированной бумаги, свернутой в трубу | 1990 |
|
SU1778011A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
Изобретение относится к обработке металлов давлением ,в частности, к изготовлению гофрированных листов с нечетным количеством полугофров, и может быть применено при изготовлении радиаторов. Цель изобретения - повышение точности изделий и выхода годного. Гофрированную в зубчатых валках 9 ленту 7 подают в узел отрезки, в котором ее сначала зажимают вкладышами 21 и 23, а затем отрезают от нее пластину вставкой с режущей кромкой. Узел отрезки имеет верхнюю и нижнюю части, содержащие обоймы с вкладышами с рабочей поверхностью по форме гофров пластины. В одной части под вкладышем установлена резиновая прокладка, в другой - резиновая прокладка между обоймой и штоком. Вкладыш другой части выполнен с хвостовиком для крепления на штоке и вставкой с режущей кромкой. После удаления пластины из узла отрезки ленту 7 вместе с ее рулонницей, валками 9 и фильерой 12 поворачивают на 180° вокруг оси подачи. После поворота вершина гофра, предназначенная для резки, оказывается в верхнем положении, в таком же, как и в предыдущей пластине. Зажим и отрезка, таким образом, могут быть осуществлены без дополнительного смещения пластины на полшага. 2 с.п. ф-лы, 6 ил.
24
.г
/f-X
to
Фuii.
фиг. 5
i
55
34/
32
эз
75
в-В /7оВернуто
df
5Z
J
L X 25
(риг 6
г-г
.-П 3
п
I I
tfl
| КРИВОШИПНО-ПОЛЗУННЫЙ МЕХАНИЗМ С ИЗМЕНЯЕМОЙ ДЛИНОЙ ХОДА ПОЛЗУНА | 1995 |
|
RU2087780C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
