Гидравлические системы программного управления известны.
Предлагаемое устройство отличается от известных тем, что в нем блок точного отсчета содержит узел миллиметрового отсчета, связанный с узлом внутримиллиметрового отсчета; механизм выдвижного упора связан с шаговой линейкой; а блок грубого отсчета содержит корректирующий узел, связанный с узлом шагового отсчета, и через редуктор соединен с гидравлическим двигателем, на подвижном органе которого закреплена шаговая линейка.
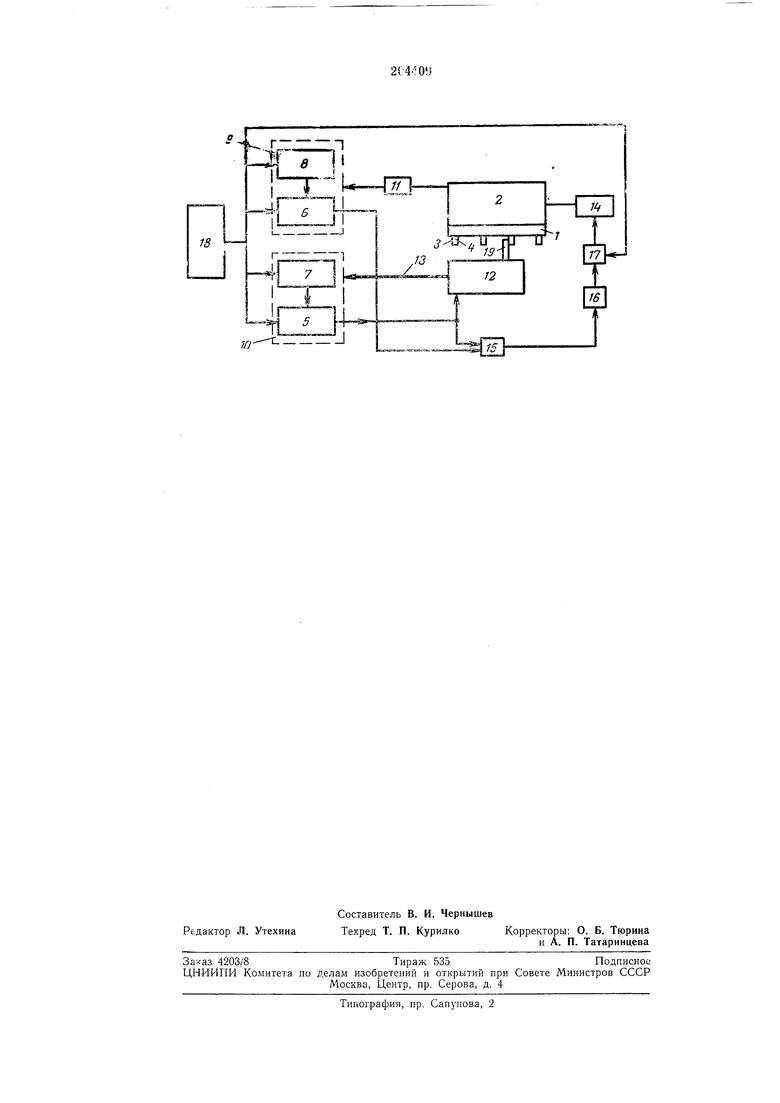
Схема устройства приведена на чертеже.
Устройство представляет собой трехотсчетную систему. Трехотсчетность системы определяет наличие двух основных измерительных шкал и шкалы внутримиллиметрового смещения. Точность исполнения всех шкал влияет на точность системы. Одной из двух основных измерительных шкал является шаговая линейка 1, жестко связанная с перемещаемым исполнительным органом 2. Расстояние между измерительными торцами 3 упора 4 шаговой линейки может быть равио, например при использовании двоичного кода, 64 мм.
Для управления перемещением исполнительного органа 2 по каждой шкале используются следующие узлы: по шкале шаговой линейки / - узел 6 шагового отсчета, по шкале с шагом 1 мм (миллиметровой шкале) -
узел 5 миллиметрового отсчета, по шкале
внутримиллиметрового смещения - узел 7
внутримиллиметрового отсчета.
Исполнительный орган 2 должен подходить
к запрограммированной координате с обеих сторон без перебегов, поэтому узел 6 шагового отсчега корректируется с помощью узла 8 коррекции. Узлы 6 и 8 шагового отсчета и коррекции
объединены в блок 9 грубого отсчета, узлы 5
и 7 миллиметрового и внутримиллиметрового
отсчета - в блок 10 точного внутришагового
отсчета.
Блок 9 грубого отсчета связан с исполнительным органом 2 через редуктор 11 обратной связи с определенным передаточным отношением (например ), управляет движением исполнительного органа 2 из любого положения в сгорону запрограммированной
координаты и выдает сигнал за 8-10 мм до .подхода исполнительного органа 2 к запрограммированной координате.
блока 9 с помощью механизма 12 выдвижного упора подсоединяется к шаговой линейке L образуя с исполнительным механизмом 2 жесткую связь 13. После этого блок 9 грубого отсчета отключается и исполнительный орган 2 доводится точно в координату по блоку 0 точного отсчета на малой скорости.
Блоки 9 10 могут управлять гидродвигателем 14 через переключающее устройство 15 непосредственно или с помощью усилителя 16. При использовании последнего схема получается более универсальной.
Чтобы автоматизировать переключение скоростей перемещения исполнительного органа 2 по командам с программоносителя, поддержать постоянство выбранной скорости независимо от изменения внешней нагрузки при работе по блоку 9 и ограничить максимальную скорость перемещения исполнительного органа 2 при работе по блоку 10 в устройство включена панель 17 регулятора скорости.
Информация о позиционировании исполнительного органа 2 и скорости его перемещения поступает в блоки отсчета 9 и 10 и панель 17 регулятора скорости, из считывающего устройства 18, где прочитывается программа, записанная на программоносителе (перфоленте, перфокарте и др.) в каком-либо коде.
Рассмотрим пример работы устройства при использовании двоичного кода (при двоичнодесятичном коде устройство принципиально остается неизменным).
Если разрешающую способность устройства принять мм (0,0156 мм), а возможное максимальное перемещение в 4096 мм (точнее 4095, 9844 мм), то устройство должно отработать 18 двоичных разрядов. В этом случае информация распределяется следующим образом;
а)в узел внутримиллиметрового отсчета 7-6 разрядов от до 2 мм;
б)в узел миллиметрового отсчета 5-6 разрядов от 2° до 25 мм;
в)в узел коррекции 8-6 разрядов от 2° до
25мм;
г)в узел щагового отсчета 6 разрядов от
26до 2 мм.
Таким образом блок 10 точного внутришагового отсчета контролирует перемещение исполнительного органа в пределах 63,9844 мм. Поэтому шаг шкалы шаговой линейки 1 равен 64 мм.
Блок 9 грубого отсчета должен выдать сигнал за 8-10 мм до подхода исполнительного
органа к этой координате, чтобы окончательное позиционирование происходило по блоку 10 на малой скорости без потерь времени. Для этого в блок 9 (в узел 8 коррекции) необходимо ввести информацию, дублирующую часть информации, поступающей в блок 10. Поэтому 6 двоичных разрядов (от 2 до 25 мм) поступают параллельно в блоки 9 и 10.
Для предотвращения ошибки на целый шаг шкалы шаговой линейки (т. е. сцепления выдвижного упора 19 не с запрограммированным упором 4 шаговой линейки 1, г с соседним) выдвижной упор 19 предварительно (перед перемещением исполнительного органа) позиционируется согласно информации, поступивщей в блок 10.
Информация о скорости перемещения исполнительного органа также записывается на
программоносителе (перфоленте), считывается в считывающем блоке 18 и поступает в панель 17 регулятора скорости.
Если принять необходимым иметь 32 скорости подачи, то с помощью 5 сигналов можно
заставить исполнительный орган двигаться с любой из 32 возможных скоростей (в общем случае при наличии т сигналов возможно иметь 2™ количество скоростей). При подходе исполнительного органа к запрограммированной координате и переключении управления па блок 10 скорость исполнительного органа снижается до некоторой наперед заданной величины скорости позиционирования. Если же запрограмгмированная iOKOpocTb была
меньше этой величины, исполнительный орган позиционируется на запрограммированной скорости.
Предмет изобретения
Гидравлическая позиционная система программированного управления, содержащая гидродвигатели, блоки точного и грубого отсчета, блок считывания и механизм выдвижного упора, отличающаяся тем, что, с целью
обеспечения высокой точности при перемещении исполнительного органа на большие расстояния, в нем блок точного отсчета содержит узел миллиметрового отсчета, связанный с узлом внутримиллиметрового отсчета и через
механизм выдвижного упора связан с шаговой линейкой, а блок грубого отсчета содержит корректирующий узел, связанный с узлом шагового отсчета, и через редуктор соединен с гидравлическим двигателем, на подвижном
органе, которого закреплена силовая линейка.

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1971 |
|
SU319382A1 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СИСТЕМА ПОЗИЦИОННОГОУПРАВЛЕНИЯ | 1972 |
|
SU343254A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| ЦИФРОВАЯ ПНЕВМОГИДРАВЛИЧЕСКА: ПРОГРАММНО-СЛЕДЯЩАЯ СИСТЕМА | 1971 |
|
SU428359A1 |
| ВПТБ | 1973 |
|
SU408355A1 |
| Система программного управления сварочно-наплавочными станками | 1961 |
|
SU143181A1 |
| Устройство для автоматического управления процессом установки координат исполнительного органа станка | 1985 |
|
SU1310169A1 |
| СИСТЕМА ПОЗИЦИОННОГО ПРОГРАММНОГО УПРАВЛЕНИЯСТАНКАМИ | 1971 |
|
SU319926A1 |
| ПНЕВМОГИДРАВЛИЧЕСКОЕ СТРУЙНОЕ ЦИФРОВОЕ УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1968 |
|
SU209565A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ РОТОРНЫМ ЭКСКАВАТОРОМ | 1973 |
|
SU386075A1 |