Известны системы программного управления сварочно-наплавочными станками, использующие перфорированную ленту в качестве программоносителя и шаговые двигатели в качестве исполнительных механизмов.
Предлагасамая система отличается от известных тем, что запись программы на перфоленте осуществлена посредством обычного перфоратора по заранее составленной интерполяционной таблице и чертежу траектории центра рабочего органа в виде строк по ширине ленты.
Такое выполнение записи программы на перфоленте для выполнения сварочных работ, не требующих высокой точности, позволяет упростить и удешевить систему программного управления.
На фиг. 1 изображены программоноситель и отработка траектории, запрограммированной на нем; на фиг. 2 - участок интерполяционной таблицы; на фиг. 3 - траектория центра рабочего органа; на фиг. 4 - таблица координат опорных точек траектории центра рабочего органа.
Запись программы в виде строк по ширине ленты обеспечивает подачу четырех комбинаций команд: движение вдоль оси X, движение вдоль оси У, движение под углом 45° к оси X, отсутствие движения.
Любая прямая или кривая в плоскости ХУ может быть обработана за счет соответствующей комбинации этих команд (см. фиг. 1). Если принять, что криволинейная плоская траектория заменяется ломаной линией, составленной из отрезков прямых, проекции которых на оси X и У составляют не более 10 мм, а цена 1 шага (импульса) равна 0,5 мм, то наибольшая проекция таких заменяющих отрезков на оси X и У будет составлять 20 шагов.
Принимая, что эти проекции (ДА и ДУ) выражаются целым числом шагов, получим, что все заменяющие отрезки составят набор из 400 отрезков или подпрограмм. Для каждого из этих отрезков можно графи№ 143181- 2 , ческим путем (вмасштабе 10: 1) определить программу, наносимую на
перфоленту, при услощи обработки всех отрезков с приблизительной равной скоростью и свести эти подпрограммы в интерполяционную таблицу. Входом-Вэту таблицу будут величины АЛ и ДУ в количестве шагов, а выходом,-(«fiporpaMMa для обработки отрезков А/ с проекциями АУ. , .
Вид участка интерполяционной таблицы показан на фиг. 2. В прямоугольных клетках изображены программы для отработки заменяющих кривую отрезков ломаной.
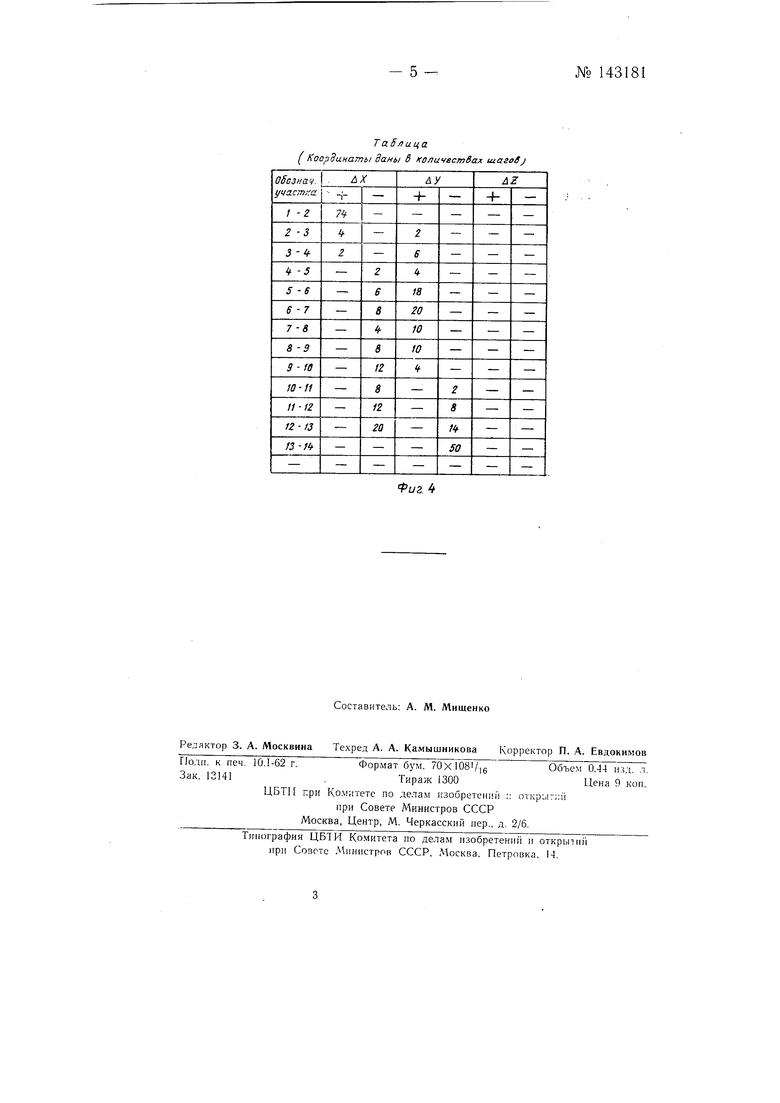
Для составления программы по чертежу изделия строится чертеж траектории центра рабочего органа в масштабе 2: 1 (при шаге, равном 0,5 мм. На этой траектории выбираются опорные точки так, чтобы ломаная линия, проведенная через эти точки, наиболее точно заменяла заданную траекторию, а проекции отрезков этой ломаной на оси X и У не превышали 20 шагов (при принятом масштабе 1 мм чертежа траектории равен 1 шагу).
Изображение траектории центра рабочего органа, построенной по чертежу изделия, показано на фиг. 3, а координаты опорных точек траектории приведены в таблице фиг. 4. Для отрезков траектории, параллельных координатным осям, программа представляет сплошной ряд отверстий на соответствующем канале перфолепты.
По проекциям отрезков ломаной линии АХ и АУ при помощи интерполяционной таблицы определяются программы для отработки этих отрезк,ов.
Направление отрезка ломаной линии учитывается знаком плюс или минус перед АХ или АУ и перфорированием на положительном или отрицательном канале, управления движением. Скорость отработки траектории регулируется скоростью протяжки перфоленты через считывающее устройство.
Одновременно с программированием перемещения рабочего органа в соответствии с технологией обработки программируются вспомогательные операции командами типа «включить - «выключить в двоичном коде.
На четырех дорожках вспомогательных команд могут быть запрограммированы пятнадцать различных команд. Одновременно может быть запрограммирована только одна команда.
В схему управления станком введен блок цены шага, роль которого состоит в выдаче постоянного числа импульсов требуемой формы и с постоянной частотой по получении одного импульса программы. Число импульсов в таком пакете может легко изменяться переключением в блоке цены шага. Это позволяет просто изменять цену шага программы при переходе к работе другой степени точности, при тех же шаговых двигателях и кинематике приводов, осуществлять быстрые перемещения и использовать различные шаговые двигатели на одном и том же станке при условии, что их единичный угол поворота в целое число раз меньше, чем единичный угловой-шаг программы на приводном валу механизма перемещения суппорта. Отработка пакета импульсов должна окончиться раньще поступления следующего импульса программы.
При изменении цены щага программы для удобства программирования траектории центра рабочего органа следует строить в следующем масщтабе:
при цене шага программы 0,25мм - М4 : 1 ,5 мм - М2 : 1
,0 льи -Ml : 1
При этом 1 мм на чертеже траектории соответствует 1 импульсу программы.
Предложенная система принята для изготовления промышленного образца сварочно-наплавочного станка.
Предмет изобретения
Система программного управления сварочно-наплавочными станками, использующая перфорированную ленту в качестве программоносителя и шаговые двигатели в качестве исполнительных механизмов, о тличаюшаяся тем, что, с целью упрощения и удешевления системы, предназначенной для выполнения сварочных работ, не требующих высокой точности, запись программы на перфоленте осуществлена посредств ом обычного перфоратора по заранее составленной интерполяционной таблице и чертежу траектории центра рабочего органа в виде строк по ширине ленты. ( KoopduHamti Заны 6 количествах шагов}
т а5л ица 


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки под флюсом | 1961 |
|
SU145437A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| Автоматический станок для сборки и сварки | 1960 |
|
SU135036A1 |
| СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1971 |
|
SU319382A1 |
| Система для программного управления | 1984 |
|
SU1246053A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РОТОРНЫМ ЭКСКАВАТОРОМ С НЕВЫДВИЖНОЙ СТРЕЛОЙ | 1966 |
|
SU214641A1 |
| Электрогидравлический пресс для раскроя материалов | 1971 |
|
SU483432A1 |
| Устройство управления многокоординатным механизмом | 1981 |
|
SU1001011A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| ЦИФРОВОЕ ПРОГРАММНОЕ УСТРОЙСТВО для УПРАВЛЕНИЯ подвижными УЗЛАМИ СТАНКА | 1972 |
|
SU332648A1 |