Известна установка для изготовления стержней из термореактивных смесей, включающая многопозиционный поворотный стол, пескодувно-надувное устройство, электропечь, механизм поджатия стержневого ящика к надувному устройству, устройство для обдува и нанесения на рабочую поверхность стержневого ящика разделительной жидкости, механизм для приема и выдачи готового стержня и устройство для разъема и сборки стержневого ящика.
Предлагаемая установка отличается от известной тем, что устройство для разъема и сборки стержневого ящика снабжено механизмом для извлечения отъемных частей модельной оснастки, выполненным в виде цилиндра, установленного на двух стойках., Стойки укреплены на крышке цилиндра привода механизма разъема и сборки стержневого ящика, а цилиндр механизма выталкивания готового стержня из верхней части оснастки смонтирован на нижней поверхности емкости для разделительной жидкости.
Установка отличается также и тем, что диск механизма приема и выдачи готового стержня выполнен подпружиненным и смонтирован на рычаге, связанном с колонной при помощи пневмо-гидравлнческой реечной передачи. Такая конструкция установки позволяет автоматизировать процесс изготовления стержней
при использовании моделей с отъемными частями.
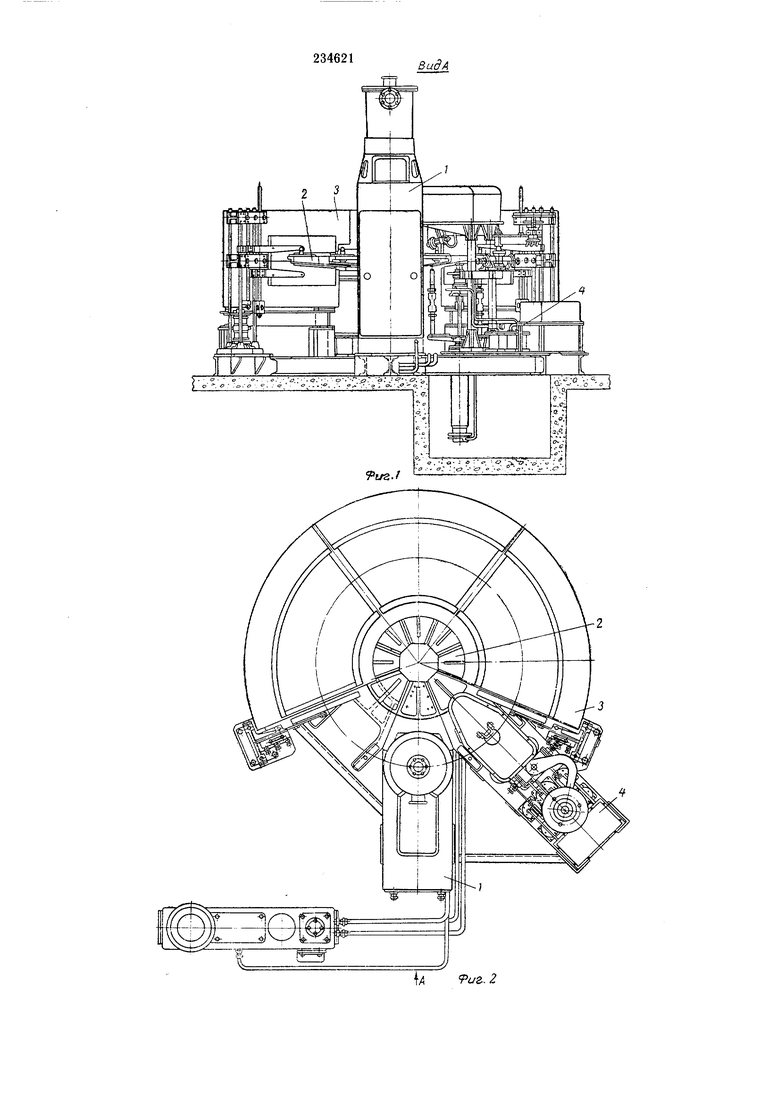
На фиг. 1 схематично цредставлена описываемая установка, общий вид; на фиг. 2 - то
же, в плане; на фиг. 3 и 4 - устройство для
разъема стержневого ящика и механизм для
приема и выдачи готового стержня, общий
вид и вид сбоку.
На общий раме смонтированы лескодувно-падувное устройство /, стол 2 с кронштейнами, на которые устанавливают стержневые ящики; электропечь 3 для подогрева оснастки и спекания стержней; механизм для подъема оснастки с кронштейнов стола и поджатия ее
к надувному устройству 1, выполненный в виде прессцилиндра (не показанный на чертежах) ; устройство 4 для автоматического разъема и сборки стержневого ящика.
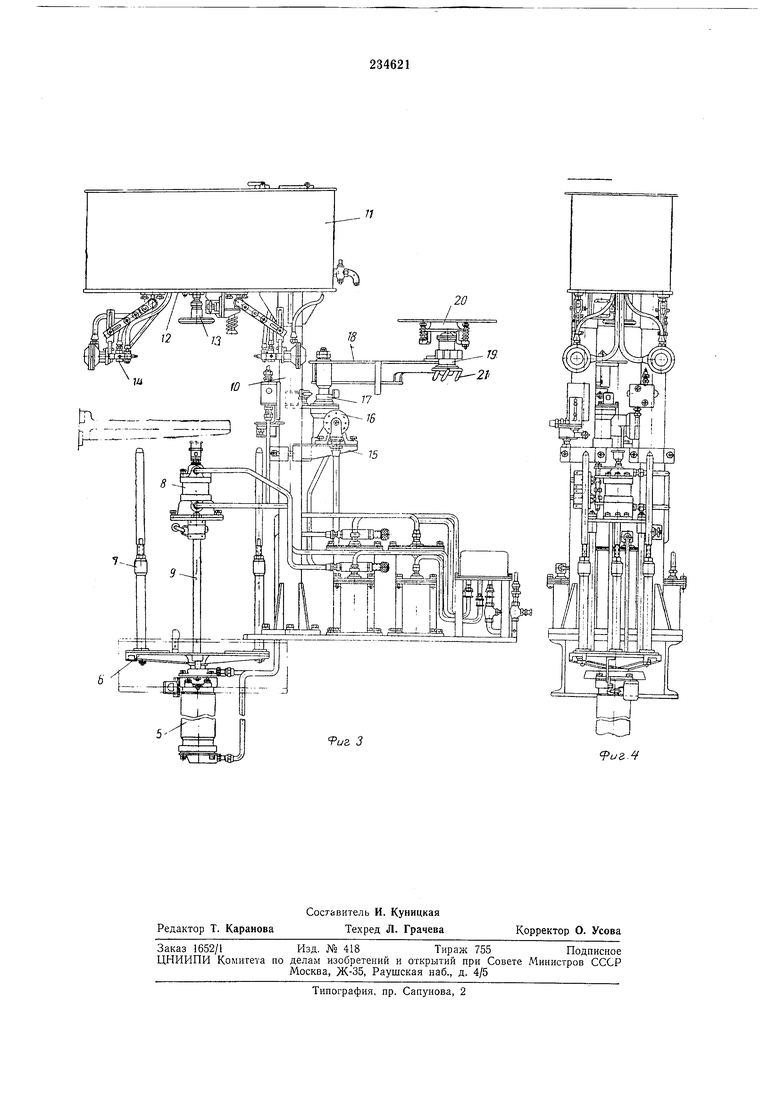
На штоке цилиндра 5 устройства 4 укреплена траверса 6 с рычагами 7, предназначенными для подъема верхней части оснастки. Механизм для извлечения отъемных частей оснастки содержит цилиндр 8, укрепленный на двух стойках 9, смонтированных на крышке цилиндра 5. На колоннах W устройства 4 установлено устройство II для обдува оснастки и нанесения на ее рабочую поверхность разделительной л идкостн. На , поверхности емкости устройства // укреплена глита
предназначенным для выталкивания готового стержня из верхней части оснастки, а также нульверизаторы 14 для нанесения разделителя с укрепленными на них обдувочными соплами. На колоннах 10 устройства установлен также кронштейн 15 со смонтированным на нем пневмо-гидравлическим цилиндром 16 с реечной передачей, на вертикальном валу 17 которого укреплен рычаг 18, несущий на свободном конце цилиндр 19. К штоку этого цилиндра прикреплен подпружиненный диск 20. Принцип действия устройства 4 для автоматического разъема и сборки стержневого ящика заключается в следующем. После очередного поворота стола 2 и его фиксации оснастка с отвердевщим стержнем выходит из печи и устанавливается таким образом, что центр оснастки совпадает с осью цилиндра 8, а специальные захваты протяжной плиты оснастки заходят под выступы толонки штока этого цилиндра. Последний при ходе вниз протягивает плиту с моделями, например лопаток деталей рабочих колес насосов, и в конце своего хода включает цилиндр 5. Шток этого цилиндра поднимает укрепленную на нем траверсу 6 с рычагами 7 вверх. Рычаги подхватывают верхнюю часть оснастки со стержнем и поднимают ее до уровня толкающей плиты 12. Затем включается цилиндр 16 поворота механизма приема и выдачи готового стержня в положение для сборки. Рычаг 18 поворачивается вокруг вертикальной колонны 10 на 180° и оказывается под верхней частью оснастки со стержнем. После поворота рычага 18 включают цилиндр 19, шток которого поднимает подпружиненный диск 20, подводя его под стержень, удерживаемый в верхней части оснастки. Затем включают цилиндр 13 механизма извлечения стержня, который выталкивается из верхней части оснастки и точно фиксируется на диске 20. Одновременно с подъемом диска включается подача сжатого воздуха, который через сопло 21 обдувает нижнюю часть оснастки. По истечении времени обдува (контролирует реле) подача сжатого воздуха прекращается, рычаг 18 возвращается в исходное положение, вынося стержень из зоны установки в положение, удобное для последующей автоматической простановки его в нижнюю полуформу. После возвращения рычага 18 в исходное положение включается обдув верхней части оснастки, а затем и нанесение разделителя на обе части оснастки с помощью пульверизатора 14. По истечении времени пульверизации все механизмы возвращаются в исходное положение. Верхняя часть оснастки опускается па нижнюю, и на этом работа устройства 4 заканчивается. Далее оснастка подготавливается к следующему заполнению смесью. После очередного поворота стола и фиксации его щток пресс-цилиндра 1механизма поджатия поднимает оснастку с кронштейном поворотного стола для заполнения оснастки смесью и прижимает
ее к надувному устройству 1. Стержневой ящик со смесью опускается на кронштейны стола и при очередном повороте его оснастка переносится в печь для отвердения стержня. Работа на всех позициях автомата происходит
одновременно.
Предмет изобретения
1. Установка для изготовления стержней из термореактивных смесей, включающая пескодувпо-надувное устройство, стол с кронштейнами, предназначенными для установки на них стержневых ящиков, электропечь, устройство для обдува и нанесения на рабочую поверхность стержневого ящика разделительной
жидкости, имеющее емкость, механизм для поджатия стержневого ящика к надувному устройству, выполпенный в виде пресс-цилиндра, устройство для разъема и сборки стержневого ящика, состоящее из колопн и цилиндра, на штоке которого укреплены рычаги, механизм для извлечения готового стержня из модельной оснастки, содержащий цилиндр, и механизм для приема и выдачи готового стержня из оснастки, выполненный в виде
диска, имеющего возможность поворота вокруг вертикальной колонны, отличающаяся тем, что, с целью автоматизации процесса изготовления стержней при использовании моделей с отъемными частями, устройство для
разъема и сборки стержневого ящика снабжено механизмом для извлечения отъемных частей модельной освастки, выполненным в виде цилиндра, установленного на двух стойках, укрепленных на крышке цилиндра привода механизма разъема и сборки стержневого ящика, а цилиндр механизма выталкивания готового стержня из верхней части оснастки смонтирован Hia нижней поверхности емкости для разделительной жидкости.
2. Установка по п. 1, отличающаяся тем, что диск механизма приема и выдачи готового стержня выполнен подпружиненным и смонтирован на рычаге, связанном с колонной при помощи пневмо-гидравлической реечной передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| ПЕСКОДУВНАЯ МАШИНА | 1973 |
|
SU373080A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1970 |
|
SU276327A1 |
| ВСЕСОЮЗНАЯ I,; - .-c-'.iV -'Л -:-:i: •• гТ !t :п'•:.-1г;;:-;;!к.--.'!^Л!;;; -Г^.^'^и';"'''^„Ellr^ll i | 1972 |
|
SU351630A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Установка для изготовления литейных стержней | 1980 |
|
SU939161A1 |
| Установка для изготовления стержней | 1984 |
|
SU1199433A1 |