Предлагаемое изобретение относится к области литей.ного производства, в частности к конструкции пескодувнопескострельных стержневых автоматов для изготовления песчано-смоляных стержней в нагреваемой оснастке.
Известен автомат для изготовления стержней в нагреваемой сснастке из термореактивных смесей с горизонтальным разъемом.
К недостаткам данного автомата относится то, что изготовленные на нем стержни а отливке образуют пригар, устранение которого связано с шнми трудозатратами.
ел
Дли ликвидации этого недостатка
00 стержни после их изготовления прихоо -si диться красить и сушить в печах.
Наиболее близким по технической сущности и достигаемому эффекту является автомат для изготовления стержней в нагреваемой оснастке из тер чореактивных смесей фирмы На нива мод. Н-ТОР-540, содержащий стержневой ящиц,состоящий из верхней и нижней половин, пескодувно-пескострельную головку, узлы обдув.а, протяжки и съема стержней.
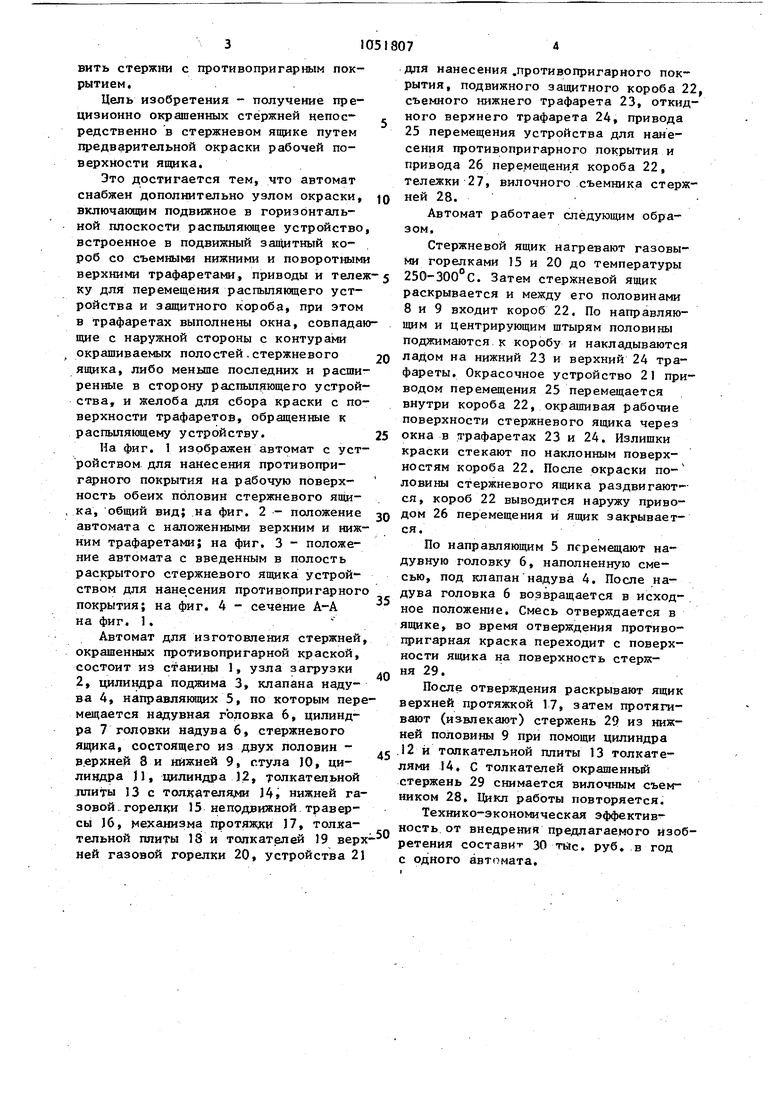
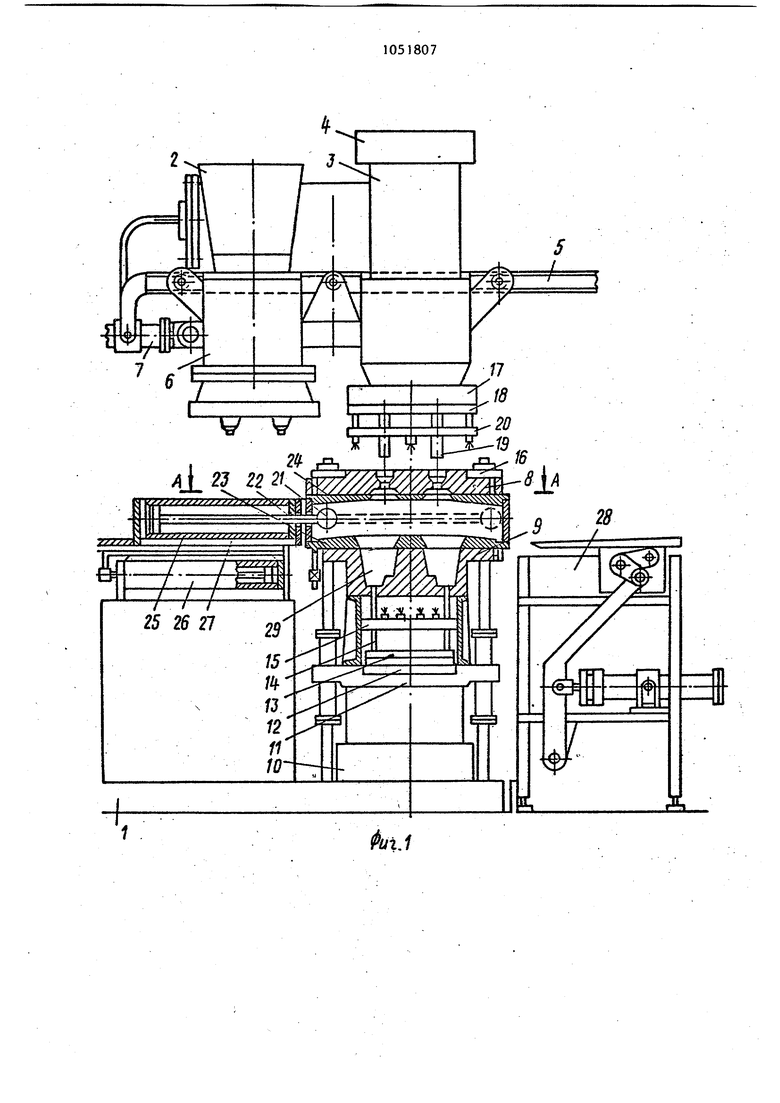
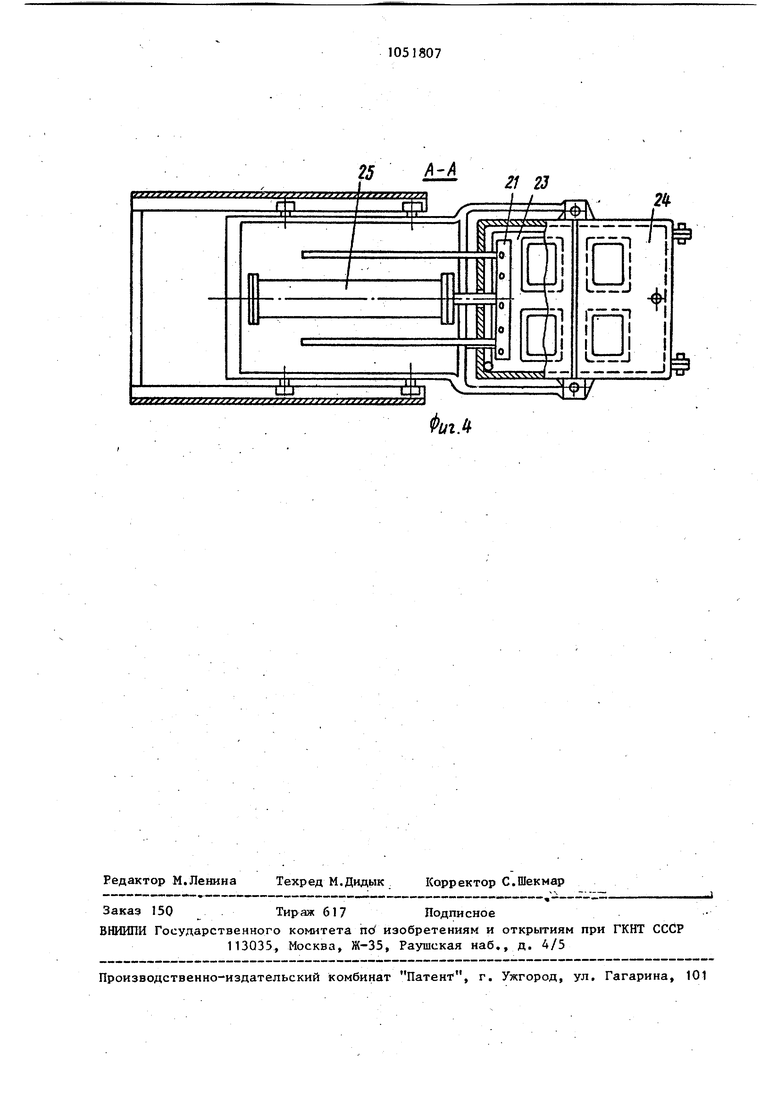
К недостаткам этого автомата относится то, что он не позволяет изготовить стержни с противопригарным покрытием. Цель изобретения - получение прецизионно окрашенных стержней непос редственно в стержневом ящике путем предварительной окраски рабочей поверхности ящика. Это достигается тем, что автомат снабжен дополнительно узлом окраски, включанхцим подвижное в горизонтальной плоскости распылякнцее устройство встроенное в подвижный захдитный короб со съемныь«1 нижними и поворотными верхними трафаретами, приводы и тележ ку для перемещения распыляющего устройства и защитного короба, при этом в трафаретах выполнены окна, совпадаю щие с наружной стороны с контурами окрашиваемых полостей.стержневого ящика, либо меныпе последних и расширенные в сторону распыляющего устройства, и желоба для сбора краски с поверхности трафаретов, обращенные к распыляющему устройству. На фиг. 1 изображен автомат с устройством для нанесения противопригарного покрытия на рабочую поверхность обеих половин стержневого япщ- ка, общий вид; на фиг. 2 - положение автомата с наложенными верхним и нижним трафаретами; на фиг. 3 - положение автомата с введенным в полость раскрытого стержневого ящика устройством для нанесения противопригарного покрытия; на фиг. 4 - сечение А-А на фиг. 1. Автомат для изготовления стержней окрашенных противопригарной краской, состоит из станинь 1, узла загрузки 2, цилиндра поджима 3, клапана надува 4, направляющих 5, по которым пер мещается надувная головка 6, цилиндра 7 голрвки надува 6, стержневого ящика, состоящего из двух половин верхней 8 и нижней 9, стула JO, цилиндра П, цилиндра )2, толкательной дпиты 13 с толкателями J4, нижней га зовой, горелой 15 неподвижной траверсы J6, механизма протяяуси 37, толкательной плиты 18 и толкателей 19 вер ней газовой горелки 20, устройства 2 для нанесения .противопригарного покрытия, подвижного защитного короба 22, съемного нижнего трафарета 23, откидного верхнего трафарета 24, привода 25 перемещения устройства для нанесения противопригарного покрытия и привода 26 перемещения короба 22, тележки 27, вилочного съемника стержней 28. Автомат работает следующим образом. Стержневой ящик нагревают газовыми горелками 15 и 20 до температуры 250-300 С. Затем стержневой ящик раскрывается и между его половинами 8 и 9 входит короб 22. По направляющим и центрирующим штырям половины поджимаются к коробу и накладываются ладом на нижний 23 и верхний 24 трафареты. Окрасочное устройство 21 приводом перемещения 25 перемещается внутри короба 22, окрашивая рабочие поверхности стержневого ящика через окна в трафаретах 23 и 24. Излишки краски стекают по наклонным поверхностям короба 22. После окраски половины стержневого ящика раздвигают ся, короб 22 выводится наружу приводом 26 перемещения и ящик закрывается. По направляющим 5 перемещают надувную головку 6, наполненную смесью, под клапан надува 4. После надува головка 6 возвращается в исходное положение. Смесь отверждается в ящике, во время отверждения противопригарная краска переходит с поверхности ящика на поверхность стержня 29. После отверждения раскрывают ящик верхней протяжкой 17, затем протягивают (извлекают) стержень 29 из нижней половины 9 при помощи цилиндра .12 и толкательной плиты 13 толкателями 14. С толкателей окрашенный стержень 29 снимается вилочным съемником 28. Цикл работы повторяется. Технико-экономическая эффектив:ность от внедрения предлагаемого изобретения составит 30 тЫс. руб. в год с одного автомата.
PN
2Ц. 2J
тт
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержневой ящик | 1982 |
|
SU1058705A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Автомат для изготовления стержней | 1985 |
|
SU1337189A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ.с отверждением в ящике, сое тоящий нз верхней и нижней половин, пескодувно-пескотрельной- головки, узлов обдува, протяжки и съема стержней, отличающийся тем, что, с целью получения прецизионно окрашенных стержней непосредственно в стержневом ящике путем предварительной окраски рабочей поверхности ящика, он снабжен дополнительно узлом окраски, включающим подвижное в горизонтальной плоскости распьшяющее устройство, встроенное в подвижный, защитный короб со съемными нижними и поворотными верхними трафаретами, приводы и тележку для перемещения распыпякщего устройства и защитного короба, при этом в трафаретах выполнецы окна, совпадающие с наружной стороны с контурами окрашиваемых полостей стержневого ящика, либо меньшие (О последних и расширенные в сторону распыляющего устройства, и желоба С для сбора краски с поверхности трафаретов, обращенные к распыляющему устройству.
.2
2 23
ФигЛ
| Установка для изготовления стержнейв нагреваемых многогнездных стержневыхящиках | 1974 |
|
SU509334A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Иванов В.И | |||
| и Киян Э.Ф | |||
| Наладка формовочных и стержневых машин | |||
| М., 1980, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Просяник Г.В | |||
| Изготовление стерж ней по нагреваемой оснастке | |||
| М., 1970, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
