(54) nOJiyABTOMATH4ECKMft СТАНОК ДЛЯ РЕЗЬБ МЕТЧИКАМИ НАРЕЗАНИЯ ВНУТРЕННИХ 
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Станок для нарезания резьбы | 1990 |
|
SU1804977A1 |
| Станок для нарезания резьбы | 1980 |
|
SU884899A1 |
| Резьбонарезная головка | 1987 |
|
SU1567337A1 |
| Способ обработки двух разнонаправленных конических резьб | 1983 |
|
SU1662776A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
| Автомат для нарезания резьбы в гайках | 1982 |
|
SU1117161A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
. I - ,
Изобретение относится к области станкр строения.
Известен станок для нарезания внутренних резьб метчиками, содержащий установ, ленный на основании с возможностью перемещения по направляющим корпус с механизмами осевого перемещения и вращения шшшдеяей, которые выпошнеиы в виде кинематически связанной со шпинделями зубчатой рейки, соединенной с приводом 1 .
Недостатком извёсгаого станка является сложность кошлрукции привода осевого перемещения шпинделей.
Целью изобретения является утфощение конструкции.
Для достижения поставленной цели шпиндели установлены в корпусе с возможностью перемещения и станок снабжен регулируемыми упорами, один из которых установлен на направляющих, а другие на шпинделях.
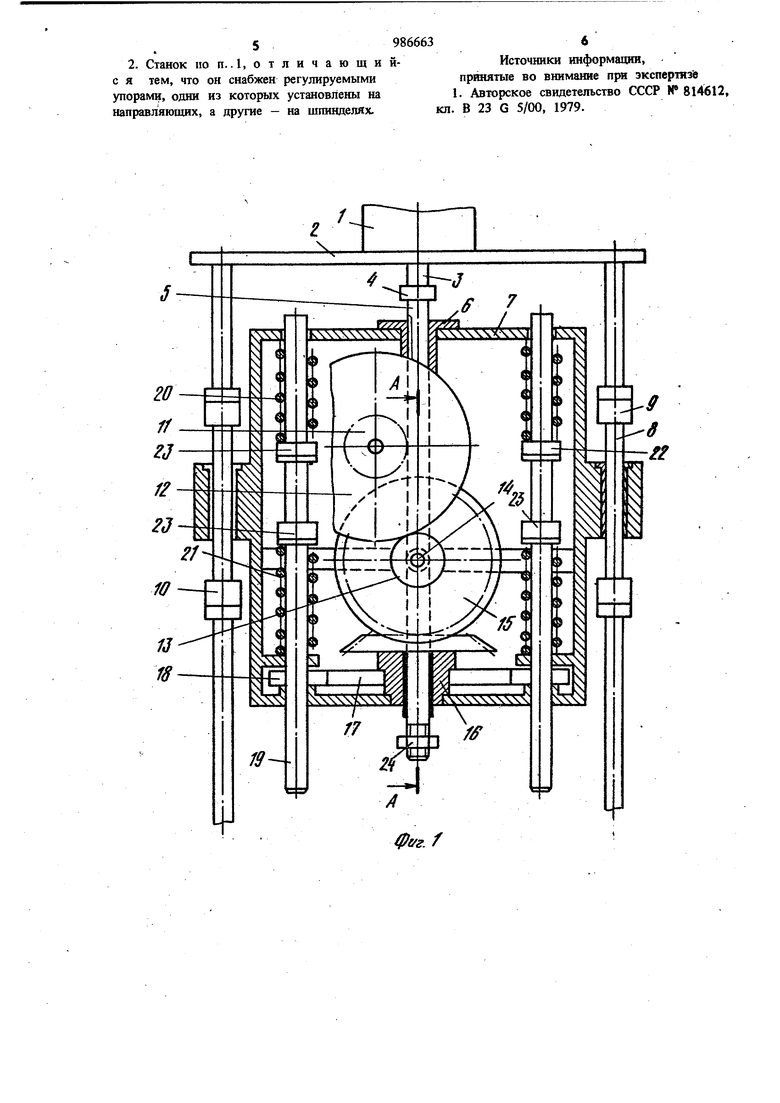
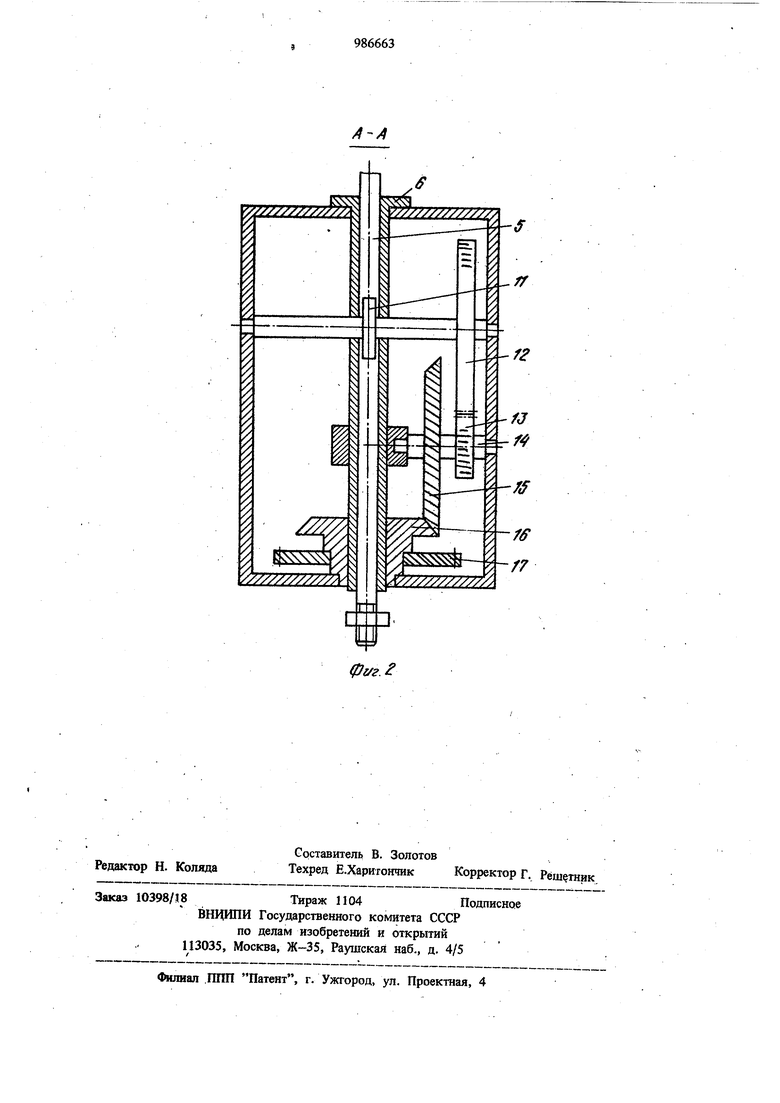
На фиг. 1 - общий вид станка; на фиг. 2разрез А-А на фиг. 1.
Предлагаемый станок содержит привод Г, выполненный в виде пневмоцилиндра, установленного на верхней плите 2 станка.
Рабочий шток 3 соединен муфтой 4 с подвижной зубчатой рейкой 5, размещенной в направляющей втулке 6.
Направляющая втулка 6 расположена в центре корпуса 7 подвижного механизма ускоренного подвода, отвода и вращения шпинделей, имеющего возможность свободtoного движения в вертикальном направлении по направляющим стойкам 8, снабженным регулируемыкш подвижными верхними упорами 9 и нижними упорами 10,
Подвижная зубчатая рейка 5 находится в
ts зацеплении с шестерней II, на ось которой жестко посаж;ена шестерня большего диаметра 12, находящаяся в зацеплении с шестерней меньшего диаметра 13, которая жестко посажена на вал 14 с конической шестерней
20 большего дагаметра 15, находящейся в,.зацеплении с центральной конической шестерней 16, свободно установленной на направляюшей втулке 6. 39 На центральной конической шестерне 16 жестко посажена центральная цилиндрическая шестерня 17, находящаяся в зацеплении с шестернями 18, имеющими внутренние шлицевые пазы, в которые помещены шпиндели 19 со шлицами. На шпинделях 19 установлены верхние пружины 20 и нижние пружины 21, расположенные между корпусом 7 мультипликатора и, соответственно, верхними 22 и нижними 23 регулируемыми упорами. Зубчатая рейка 5 снабжена регулируемым ограничительным упором 24. Станок работает следующим образом. В исходное состояние рабочий щток 3 привода 1 находится в верхнем положении, подвижная зубчатая рейка 5 также находится в верхнем положении, выдвинута из корпус 7, а корпус 7 - в верхнем положении и по действием тянущего усилия привода I прижат к верхним упорам 9 направляющих стоек 8. При включении привода 1 рабочий шток 3 начинает двигаться вниз и давит на подвижную зубчатую рейку 5.. При этом корпус 7 под действием этой силы и силы тяжести на чинает свободно опускаться вниз. Метчики упираются в обрабатьгоаемую деталь (на чертеже не показаны), при этом верхние пружины 20 сжимаются, а движение корпуса 7 мультипликатора происходит до тех пор, пока он не дойдет до нижних упоров 10. Усилие, прижима метчиков к детали регулируется упорами 22. При движении корпуса -7 подвижная зубчатая рейка 5 остается относительно него неподвижной, так как крутящий момент на шестерне 11, входящей в зацепление с зубчатой рейкой 5, больше крутящего момента на шпинделях 19 на коэффициент редукции зубчатых передач. После того, как корпус 7 дойдет до ниж них упоров 10, подвижная зубчатая рейка 5 начинает перемещаться по направляющей втулке 6 вниз и приводит во вращение шестерню 11, которая через шестерни 12, 13, 15, 16, 17 и 18 приводит во вращение шпиндели 19. Величина свободного хода корпуса 7 уста навливается так, чтобы после касания метчи ками отверстий он продолжал .двигаться вни сжимая верхние пружины 20 и тем самым обеспечивая определенное усилие врезания на первых двух-трех витках резьбы. После того как метчик нарезает первые витки резь бы, процесс нарезания осуществляется автом тически методом, самозатягивания. Глубина нарезания резьбы определяется хо дом подвижной зубчатой рейки 5, снабженной регулируемым упором 24. Заданное положение упора 24 определяет длину хода подвижной зубчатой рерки 5 и, соответственно, количество витков нарезаемой резьбы. По окончании резания резьбы привод 1 реверсируется (например с помощью пневмопереключателей, на чертеже не показаны). При реверсировании, т.е. при изменении хода рабочего штока 3 на обратный, корпус 7 быстро поднимается вверх и упирается в верхние регулируемые упоры 9 на направляющих стойках 8. При этом нижние пружины 21 сжимаются, так как инструмент с деталью остаются неподв.ижными. Это происходит за счет того, что вьтинчивающее усилие метчика из детали, умноженное на коэффициент зубчатой передачи, больше, чем усилие, необходимое для подъема корпуса 7 мультипликатора. Дойдя до верхних упоров 9, корпус 7 останавливается, а зубчатая рейка 5 начинает двигаться относительно него вверх, сообщая вращательное движение шестерне 11 и через систему зубчатых передач шпинделям 19 в обратном направлении, при этом метчики вьшинчиваются из детали. Поскольку на шпиндели 19 за счет сжатия НИЖНИХ пружин 21 действуют силы, направленные вверх, метчики при выходе из нарезанного отверстия мгновенно отрываются от обрабатываемой детали и занимают верхнее исходное положение, за счет чего не происходит зализывания верхних витков нарезанной резьбы. Усилие отрыва инструмента регулируется нижним упором 23. Предлагаемая конструкция станка позволяет выполнять операции быстрого подвода и отвода шпинделей, первоначального прижима инструмента к детали и вращения шпинделей при помощи одного механизма - мультипликатора, связанного через зубчатую рейку с одним приводом возвратно-поступательного перемещения. Формула изобретения 1. Полуавтоматический станок для нарезания внутренних резьб метчиками, содержащий установленный на основании с возможностью перемещения по направляющим корпус с механизмом вращения шпинделей, который выполнен в виде кинематически связанной со шпинделем зубчатой рейки, соединенной с приводом, отличающийс я тем, что, с целью упрощения конструкции, шпиндели установлены в корпусе с возможностью перемещения.
59866636
с я тем, что он снабжен регулируемымипринятые во внимание при экспертазЬ
упорами, одни из которых установлены на1. Авторское свидетельство СССР N 814612,
направляющих, а другое - на шпинделях.кл. В 23 G 5/00, 1979.
