Hecyi-Ueft ил Lcoe пружину 16. Лепесток 17 входит 13 паз бескоптактпого копечносо выключателя 18 п в ограпичитель 19. В прорезь втулки 20 входит упор 21, устаповленпый на кольце 22.
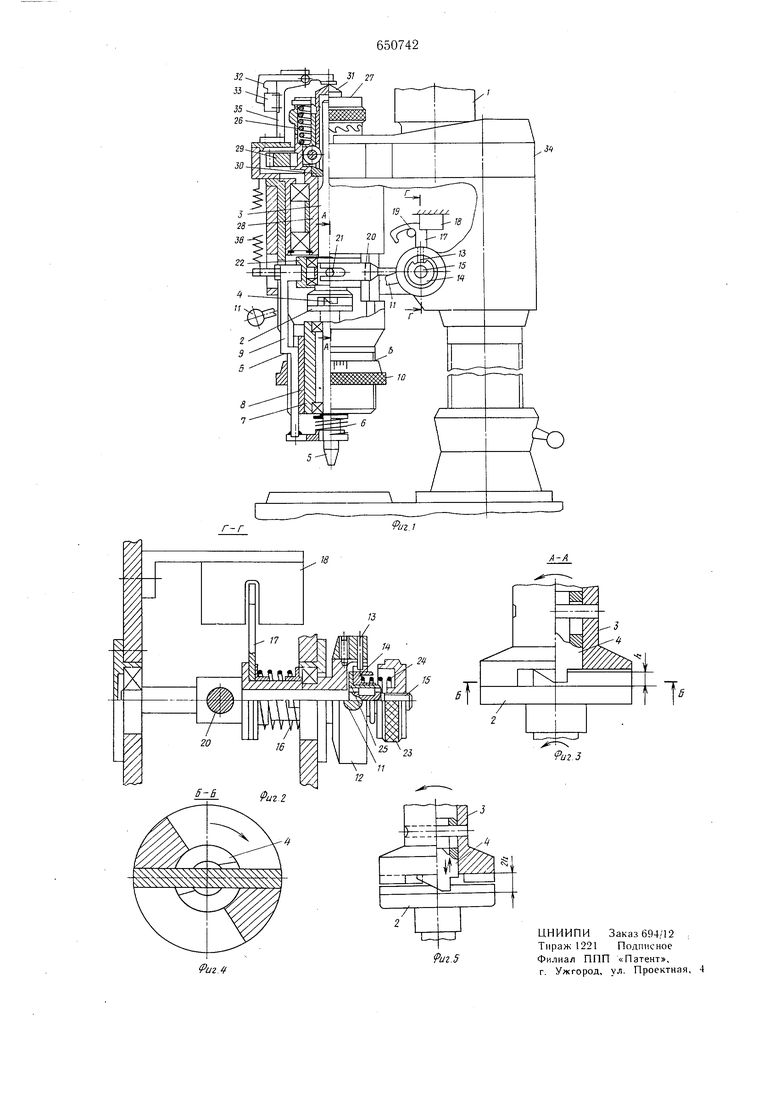
Механизм врезания содержит регулировочную гайку 23 е н)ужпной 24, втулкой 25, жестко установленной на оси механизма подачи. ЛДеханп.зм предохрапения инструмента от перегрузки содержит епп|)алы1у10 пружину 26, o.uni конец которой фиксируется в ко.шачке 27, торцовые зубья иоследиего сонряжены с торцовы.ми храиовыми зубьями гильзы 28 , соединенной с шестерней 29, торцовым кулачком 30 и толкателем 31, верхний конец которого опирается в рычаг лепестка 32 бесконтактного концевого выключателя 33, закрепленного в корпусе головки 34 через кронштейн 35, пружину возврата 36.
Станок работает следующим образо.м. Инструмент, закрепленный на шпинделе 2, получает прямое и обратное вращение. С помощью регулировочной гайки 10 подачу шнинделя 2 устанавливают на заданную глубину нарезания резьбы с учето.м рассоединения верхнего и нижнего шиинделей по формуле L h + А, где L - глубина нарезания резьбы; h - высота диаметральиого выстуна на нижнем шпинделе 2; А - показания на лимбе регулировочной гайкн 10. Затем спиральную пружину 26 устанавливают на предельно допустимый крутяи1ий мо.мент метчика. При включении двигателя 1, через шестерни коробкп скоростей, размеп;епные в корпусе головки 34, и шестерню 29, установленную на гильзе 28, и сииральную пружину, вращение передается верхнему шиинделю, который своими секторными выстуиами находится в заценлеиии е диаметральным выетупо.м нижнего шпинделя, при это.м лепесток 17 бесконтактного конечного выключателя 18 выведен из его паза и шпиндель 2 вращается в прямом направлении.
При оиуекании рукоятки 11 штифт 13 через сектор 14 и втулку 25 поворачивает ось 15, которая вилкой 20, унором 21 и кольцом 22 опускает шпиндель 2. Когда инструмент дойдет до обрабатываемой детали, и если усилие подачи инструмента превышает усилие врезания, которое настраивается с помоиАью гайки 23 и пружины 24, то происходит пробуксовывание .между торцовы.мн поверхностями сектора 14 и втулки 25. Метчнк врезается и дальнейшая подача осуществляется за счет самозатягивания метчика в металле, при этом тяга 9 и ииноль 7 опускаются вниз до тех нор, иока поверхность «Б на тяге 9 не сомкнется с поверхностью «В на регулировочной гайке 10. После этого происходит нарезание резьбы на определенную величину. Пока диаметральный выступ на нижнем шпинделе 5 не выйдет из зацепления с торцовыми секторными выступами верхнего шпинделя 3, т. е. верхний щпиндель 3 разделится с нижним шпинделем 5, храповая втулка 4 движется возвратно-ностуиательно, так как храповый зуб проскальзывает по диаметральиому выступ)нижнего шпинделя 5. На этом нарезание на заданную глубину заканчивается.
При повороте рукоятки 11 вверх лепесток 17 входит, в паз бесконтактно1о конечного выключателя 18, штифт 13 проходит углуб ление в секторе 14 до тех пор, пока лепесток 17 не коснется ограничителя и будет иробуксовывать за счет иружииы 16. Когда лепесток 17 войдет в паз бесконтактного
е конечного выключателя 18, происходит реверсирование электродвигателя 1, храповая втулка 4 своими зубья.ми подхватывает за . диаметральный выступ нижний шпиндель 5 и вывинчивает метчик из металла. После вывинчивания метчика шпиндель 2 под дей0 ствием пружины возврата 36 занимает исходное положение.
При повторном нарезании при опускании рукоятки И леиесток 17 выходит из паза бесконтактного конечного выключателя 18, происходит реверсирование электродвигателя 1 на вращение в пря.мо.м направлении и далее цикл иовторяется.
При возникновении крутящего момента, превышаюн его допустимую величину, спиральная пружина 26 закручивается, и толкатель 31 от торцового кулачка вводит лепесток 32 в паз бесконтактного копечного выключателя 33, который подает сигнал на реверсирование электродвигателя 1, и метчик вывинчивается до тех пор, пока крутящий момент не достигнет первоначальной величины на спиральной иружиие 26.
Формула изобретения
Шпиндельный узел резьбонарезного станка, работающего по .методу са.мозатягивания, включающий шпиндель с механизмами его осевого перемещения и врезания, отличающийся те.м, что, с целью нарезания резьбы
заданного качества в глухих отверстиях, шииндель выполнен составным из верхней и нижней частей, причем на торце его нижней части выполнен диаметральиый выступ, а верхняя часть снабжена выполненными на ее торце двумя секторными выступами
и центральным отверстием с размешенной в не.м с воз.можностью осевого пере.мещения храповой втулкой, торцовый профиль которой выполнен по винтовой линии с высотой равной высоте диа.метрального выстуна.
Источники информации, принятые во вни.мание при эксиертизе
1. Красноголовцев В. С. Гайконарезное оборудование. М., ЛАашгнз, 1963, с. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Резьбонарезной патрон | 1989 |
|
SU1708537A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Резьбонарезное устройство | 1987 |
|
SU1407709A1 |
| Резьбонарезная реверсивная головка | 1950 |
|
SU86747A1 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |