Известны двухлезвийные самоустанавливающиеся развертки с диаметрально расположенными режупдими лезвиями.
Описываемая развертка отличается от известных тем, что одно ее лезвие выполнено черновым и смещено в осевом направлении относительно второго чистового, снабженного калибрующим участком, очерченным по дуге окружности, на величину, равную или превыщающую толщину срезаемого слоя, измеряемую Б направлении, нормально к главной режущей кромке.
Такая конструкция развертки обеспечивает повышение чистоты обрабатываемой поверхности.
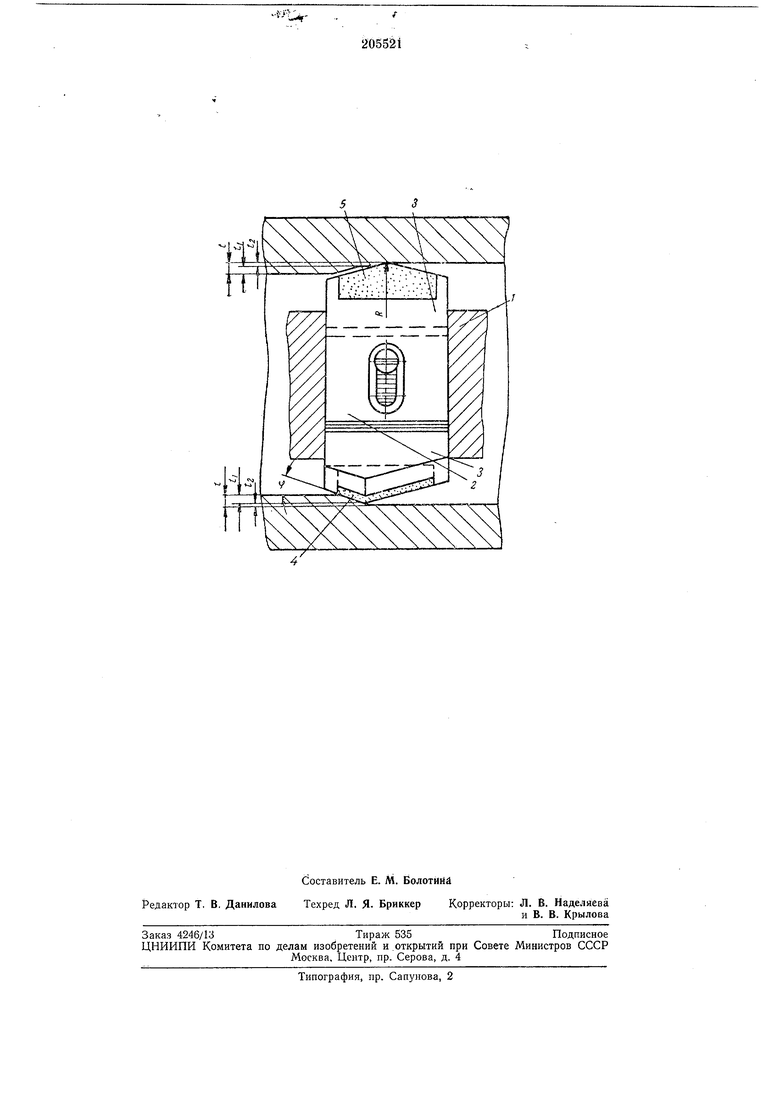
На чертеже схематично изображена описываемая развертка.
Развертка содержит свободно устанавливаемую в пазу расточную головку / цельного или сборного корпуса 2, в котором закреплены ножи 3, оснащенные режущими черновым и чистовым лезвиями 4 и 5, механически закрепляемые в ножах или привариваемые к ним.
Ножи устанавливаются в корпусе таким образом, чтобы из общего припуска t, приходящийся на черновое лезвие припуск 4 значительно превосходил приходящийся на чистовое лезвие принуск 4- Главные углы в плане qi у Чернового и чистового лезвий могут приниматься одинаковыми.
Чистовое лезвие 5 в отличие от чернового снабжено калибрующим участком, выполненным по дуге окружности, радиус R которой выбирается в зависимости от требований к
чистоте обрабатываемой поверхности и величины подачи, с которой работает инструмент. Черновое лезвие смещено вперед относительно чистового. Величина этого смещения в направлении, нормальном к главной релсущей
кромке, должна быть не менее, чем толщина срезаемого слоя. Режущие лезвия могут быть выполнены в виде механически устанавливаемых в корпусе многогранных неперетачиваемых пластинок.
15
Предмет изобретения
ДвухлезвийнаЯсамоусганавливающаяся развертка с диаметрально расположенными режущими лезвиями, отличающаяся тем, что, с целью повыщения чистоты обрабатываемой поверхности, одно ее лезвие выполнено черновым и смещено в осевом направлении относительно второго чистового, снабженного калибрующим участком, очерченным по дуге окружности, на величину, равную или превыщающую толщину срезаемого слоя, измеряемую в направлении, нормальном к главной режущей кромке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| Развертка для обработки глубоких отверстий | 1985 |
|
SU1323263A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| Режущий инструмент для обработки и способ ремонта деталей из армированного волокном полимерного материала | 2013 |
|
RU2669964C2 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |