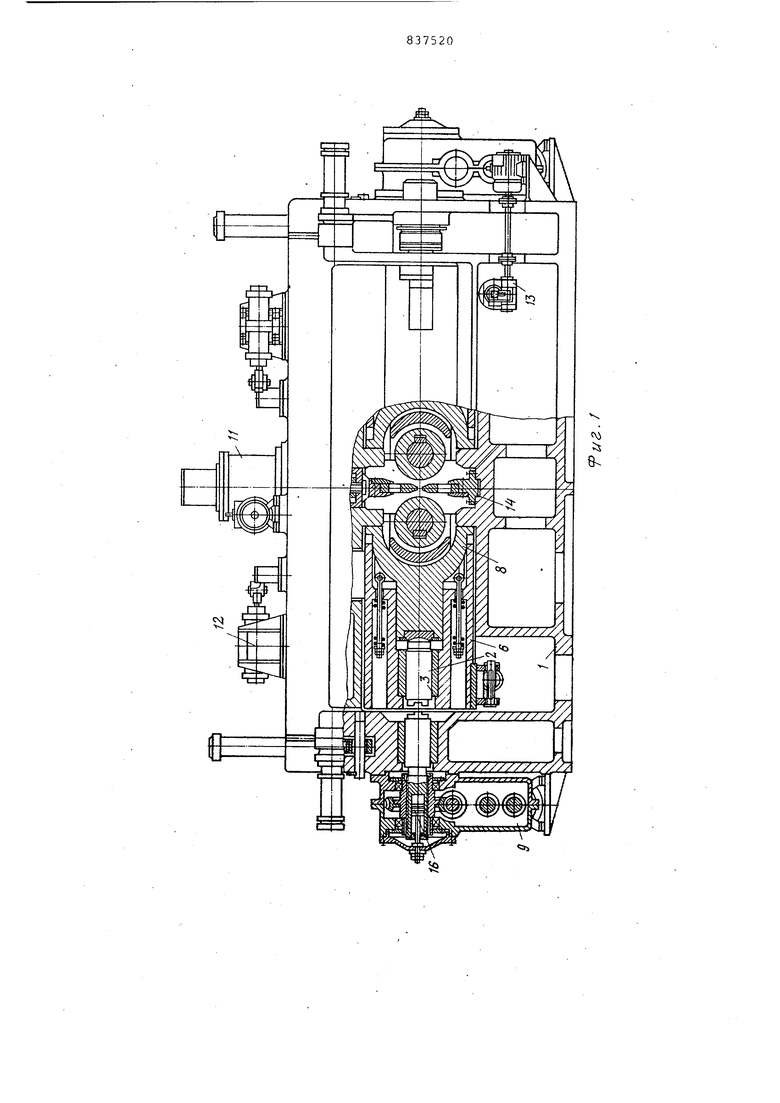
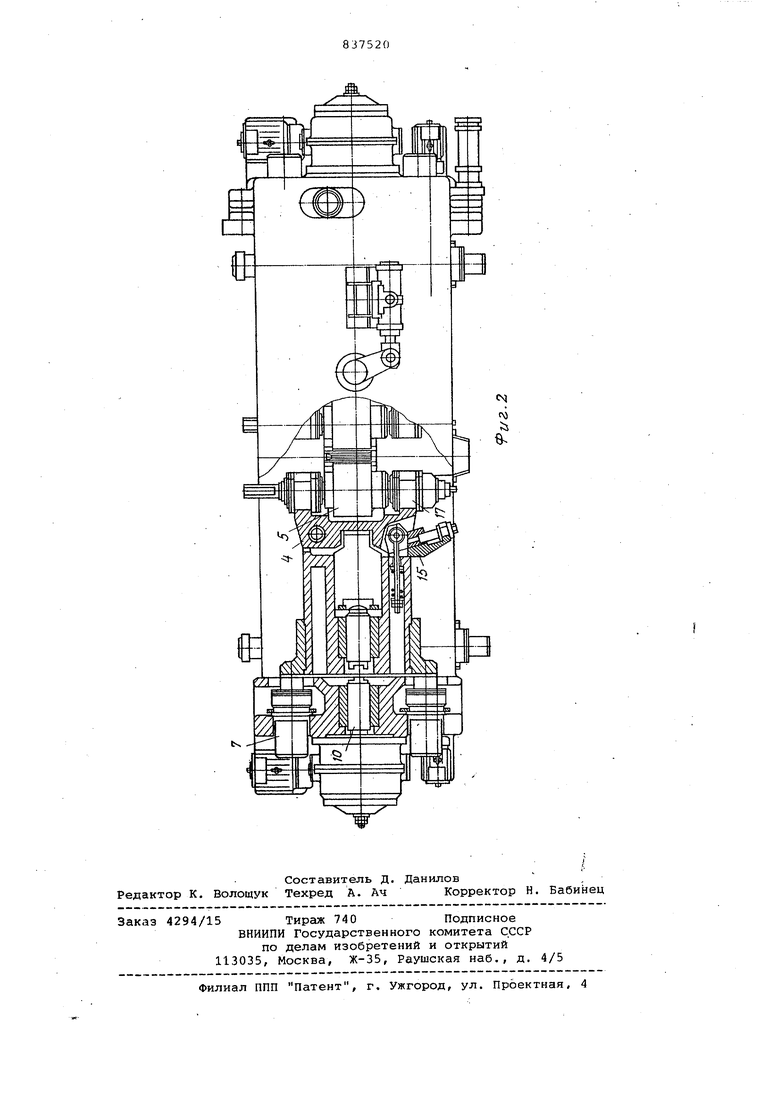
Изобретение относится к обработке металлов давлением, точнее к констру циям предварительно напряженных клетей станов поперечно-винтовой прокат ки и может быть использовано при про изводстве шаров и других тел вращения с повышенной точностью геометрических параметров. Точность настройки валков является основным фактором, обеспечивающим повышенную точность геометрических параметров изделий, получаемых на станах поперечно-винтовой прокатки. Обеспечение точности настройки валков при заполнении мета.плом калибра и в процессе прокатки возможно за счет обеспечения повышенной жесткости и исключения влияния переменной деформации элементов рабочей клети при ее предварительном напряжении. Наиболее близкой к предлагаемой по технической сущности является клеть, содержащая нажимные вирты и гайки, кассеты с валками, установленные в окнах станины и устройство предварительного нагружения клети, выполненное в виде гидроцилиндров, установленных на станине клети Ц./ Недостаток известной конструкции, заключается в том, что усилие прокатки .суммируется с усилием предварительного напряжения, развиваемого гидроцилиндром, в связи с чем деформация станины, переменна: при прокатке она больше, чем во время холостого хода и во время заполнения калибра. Это приводит к уменьшению точности настройки валков и как следствие к снижению качества изделий. Цель изобретения - повышение качества изделий и уменьшение отходов. Поставленная цель достигается тем, что в предварительно напряженной клети стана поперечно-винтовой прокатки, содержащей станину, нажимные винты с гайками, механизм вращения, устройство для создания предварительного напряжения клети вьшолнеио в виде поперечин, расположенных меж- ду станиной рабочей клети и нажимными винтами. Каждалй нажимной винт выполнен составным из двух элементов, связанных между собой шлицевым соединением, причем один из элементов связан с механизмом вращения, а второй - с гайкой . На фиг. 1 изображена предварительно напрйЖёННая клеть стана поперечноВИНТОВОЙ нрокатки, общий вид, разрез; На фиг. 2 - то же, вид в плане, разрез по ООН барабанов. Предварительно напряженная клеть стана поперечно-винтовой прокатки состоит из станины 1,нажимных винтов 2 и гаак 3, кассет 4 с валками 5, установленных в барабаны 6. Устройст во предварительного напряжения выпол нено в виде гидроцилиндров 7, установленных на станине клети 1, и поперечин И, опирающихся с одной стороны в станину 1 клети, а с другой стороны - в нажимной винт 2 с гайкой 3, На станине клети смонтированы механизмы вращения нажимных винтов, состоящие из комбинированных редукторов 9, подвижных промежуточных валов 10 с торцовыми шлицами, передающих вращение с редукторов 9 на нажимные винты 2. На клети расположены механизм установки верхней линейки 11, винтовые механизмы стопорения барабана 12 с пневматическими при водами,механизм поворота барабана 13 осуществляющие разворот валков на угол подачи, нижняя линейка 14 и механизмы регулировки угла раскатки 15 Перемещение промежуточного вала 10 для соединения с нажимным винтом 2 осуществляется посредством встроенного в него гидроцилиндра 16. Устройство работает следующим образом. .Для соединения нажимного винта 2 с промежуточным валом 10 необходимо подать вбесштоковую полость гидроцилиндра 16 давление, при этом проме жуточный вал 10 перемещается и соеди няется с нажимным винтом 2, Настройка валков 5 осуществляется нажимными винтами 2 с гайками 3 и гидроцилиндрами 7. При этом поперечины 8 упираются в станину 1 с одной стороны, а с другой стороны в нажимные винты 2, и настройка валков 5 с кассетами 4, установленными в барабаны 6, осущест ляется за счет вывинчивания или ввин чивания нажимных винтов 2 относитель но гаек 3, установленных в барабаны б. Гидроцилиндры 7 при этом выбирают зазоры в паре винт - гайка (2-3) и осуществляют предварительное напряже ние (растяжение) станины 1, а также сжатие поперечин 8, винтов 2, гаек 3 и барабанов 6. При заполнении металлом калибра давление металла на валки 5 леред;ается через подушки 17 валков на кассеты 4 барабана 6, и далее на гидроцилиндры 7 и станину 1 При этом происходит частичное раэгру жение поперечи 8, нажимных гинтов 2 и гаек 3. Суммарное усилие гидроцилиндров 7 выше усилия прокатки, дейс вующего на рабочие валки 5, что обес ,печивает стабильность деформации станины 1. Перераспределение дефораций между барабанами 6, нажимными винтами 2 с гайками 3 и поперечин 8 с одной стороны (происходит удлинение за счет частичного снятия чагрузки) и барабанами 6 с кассетами 4 и валками 5 с другой стороны (происхоит сжатие за счет усилия прокатки) с учетом постоянства деформации станины 1 под действием суммарного усиия гидроцилиндров 7 обеспечивает стабильность настройки валков, что вляется основной задачей при прокатке изделий с повышенной точностью геометрических параметров. Предлагаемая предварительно напряенная клеть стана поперечно-винтовой прокатки позволяет повысить точность изготовления изделия за счет исключения влияния на точность настройки валков дополнительной деформации клети при заполнении калибра металлом, а также уменьшить отходы при прокатке концевых участков заготовок. Предлагаемое выполнение предварительно напряженной клети стана поперечно-винтовой прокатки обеспечивает возможность изготовления шаров по минусовым допускам и, без усов, что дает экономию 29,3% металла на каждой тонне заготовок. При стоимости передела 10 р. за тонну и годовой производительности 70 тыс.т экономический эффект составляет около 200 тыс. руб. Формула изобретения 1.Предварительно напряженная клеть стана поперечно-винтовой прокатки, содержащая станину, нажимные винты с гайками и механизмом их вращения, кассеты с валиками,устройство для создания предварительного напряжения клети, установленное на станине клети,отличающаяся тем, что, с целью повышения качества изделий и обеспечения экономии металла путем уменьшения концевых отходов, устройство для создания предварительного напряжения клети выполнено в виде поперечин, установленных с натягом между станиной рабочей клети и нажимными винтами. 2.клеть по п.,1, отличающаяся тем, что каждый нгшимной винт выполнен в осевом напряжении составным из двух элементов,. связанных между собой шли11евым соединением, причем один из элементов связан с механизмом вргшения, а второй - с гайками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 290779, кл. В 21 В 31/04. 17.07.69.
;5s
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| Двухвалковая клеть стана поперечно-винтовой прокатки | 1985 |
|
SU1258526A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| Устройство для разворота барабана с валками | 1978 |
|
SU738732A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть стана поперечно- ВиНТОВОй пРОКАТКи издЕлийпЕРЕМЕННОгО пРОфиля | 1979 |
|
SU804149A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |