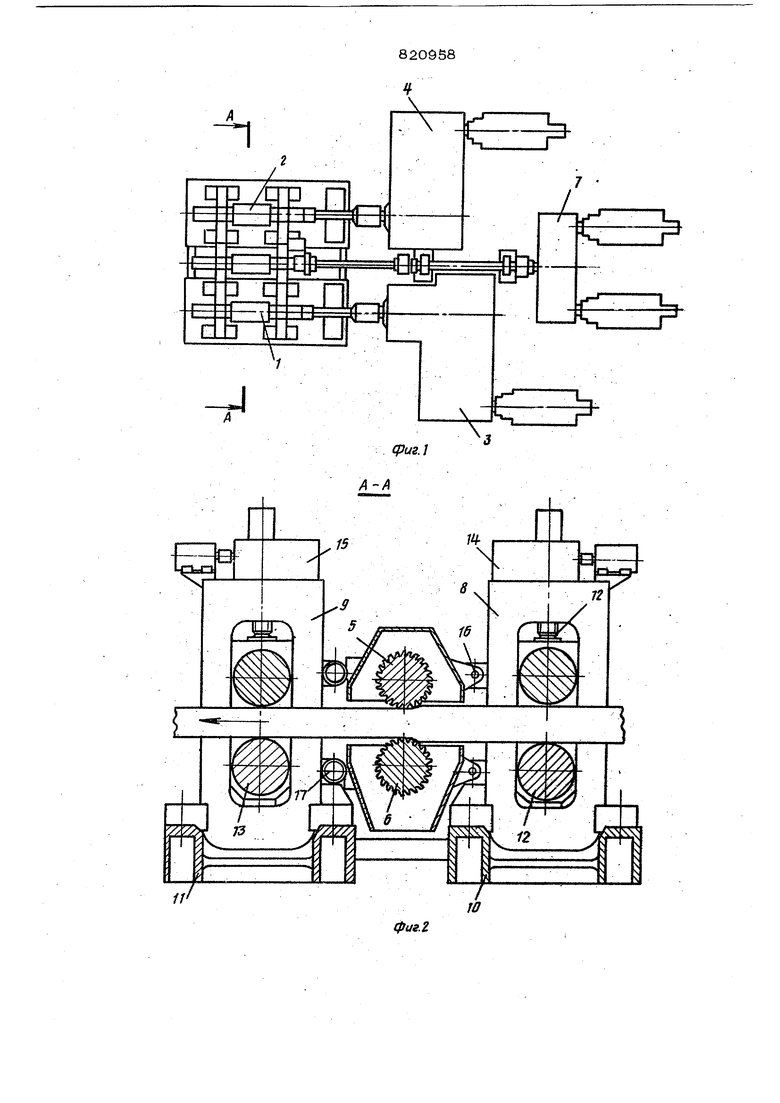
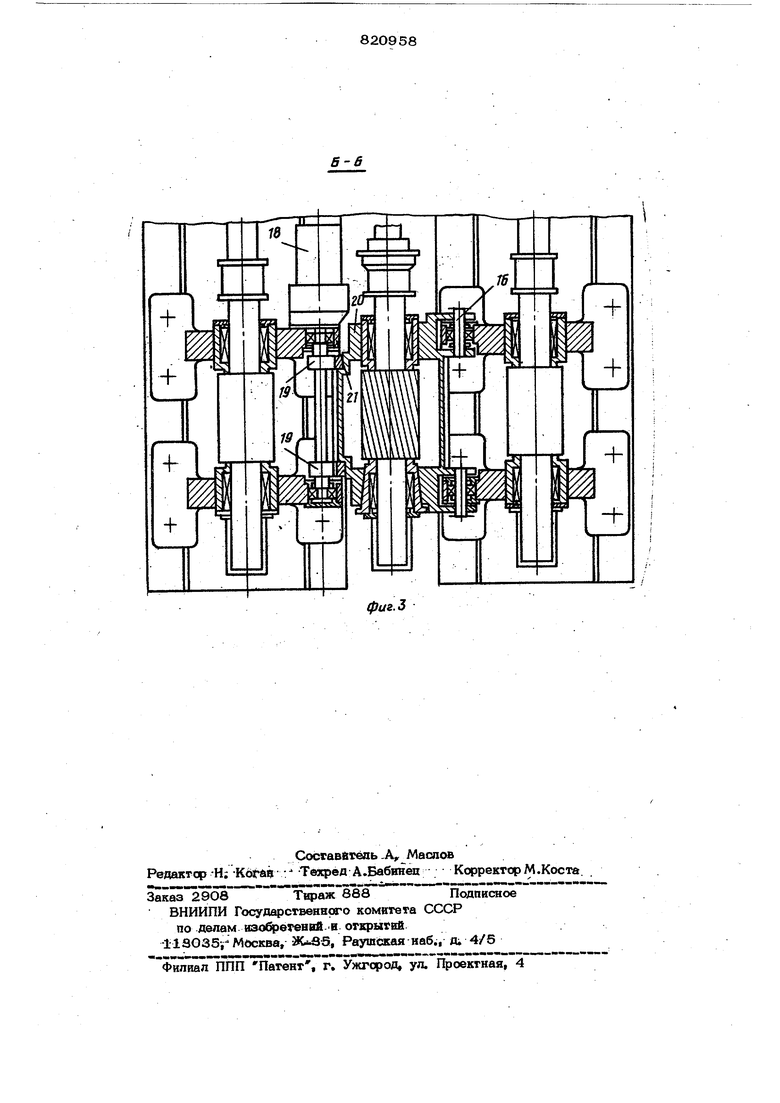
Изобретение относится к области обработки металлов со снятием стружки и может быть использовано для зачистки про ката в горячем или: холодном состоянии в потоке прокатного стана, машины вепрерывного литья металла, или отдельно от них. Известно устройство для 4резерной зачистки прокат, включающее фрезерные валки в корпусах, установленных в стани- нах, размещенных между двумя станинами с установленными в них парами тянущих роликов l. Недостатком устройства является сложность ксиструкции, большое расстояние между фрезами и тянусцвмв роликами, обусловленное размещением 4рез в специальной станине, слсжность обслуживания и доступа к инструменту. Описываемое устройство отличается гем,. что корпуса фрезерных валке смонтированы на станинах тянущих ропаков и соединены с одной из этих ртанин шарнирно а с фугой станиной посредством механизма установки раствефа фрез, который вьгаолнен в виде приводной зубчатой передачи, шестерня KOTqjc установлена на станине, и находится в зацеплении с зубчатым сектором, смонтированным на корпусе фрезы, геометрический ценхр которого расположен на оси шарнирного соедннения корпуса с другой станиной. Такая конструкция устраняет указанные вьше недостатки. При этом, уменьшение расстояния между фрезами и тянущими роликами уменьшает консольные концы, офаботка происходит с ударными нагрузками на фрезы, что повышает их стойкость в качество офаботки этих концов. На фиг. 1 п(жазано устройство для фрезерной зачистки металлических заготовок в плане; на фиг. 2 - разрез А-А на фиг. на фиг. 3 1- разрез Б-Б на фиг. 2. Устройство для фрезерной зачистки металлических заготовок содержит: две тянущих, установки 1,2 с приводами 3,4 и помещенные между ними напротив друг друга верхнюю и нижнюю фрезы 5,6 с 3 6 единым приводом 7., Тянущие установки и : фрезы усгановпены в линшо. Тянущие ус-. тановки 1,2 вьтопнены в виде двух .роликовых клетей, содержащих: станины 8, 9, плитовины 1О,11, комплекты роликов 12, 13 н нажимные устройства 14,15. Ксрпуса 5,6 смонтированы ни шарнирах 16 на станине 8 тянущей установки 1, а со станиной 9 тянущей установки 2 соединены через зубчатые передачи 17 с tip иводами 18, закрепленными на станине. 9. Шестерни 19 зубчатых передач 17 3aneJ плены с предусмотренными на корпусах 2О зубчатыми секторами 21. Зубчатые секторы 21 выполнены таким образом, что геометрические центры их венцов расположены на осях шарниров 16. Зубчатые передачи 17 служат для настройки фрез на требуемую глубину зачистки заготовки. Устройство для фрезерной зачистки работает следующим образом. Сначала с помощью нажимного устройства 14 устанавливают.необходимый для захвата заготовки раствор роликов 12 тянущей установки 1. Затем относительно положения роликов 12 с помощью зубчатых передач 17 устанавливают на требуемую глубину зачистки фрезы. Относительно положения фрез устанавливают с помо щью нажимного уст{эойства 15 необходимьй для захвата уже зачищенной заготовки раствор роликов 13 тянущей установки 2. После настройки всех механизмов устройства через него пропускают заготовку. Сначала заготовка захватывается тянущей установкой 1, подается ею к 4резам, которые зачищают ее верхнюю и нижнюю поверхности по всей длине. Вытягивание заготовки из фрез осуществляется тянущей установкрй 2.. Направление движения заготовки через устройство может быть как справа налеsВО, так и слева направо. При необходимости можно изменять глубину зачистки в процессе, фрезерования, а также осуществлять выборочную зачистку- отдель.-- ных пороков. Формула изобретения 1. Устройство для фрезерной зачистки металлических заготовок, включающее, по меньшей мере, одну пару фрезерных валков, установленных в корпусах между двумя парами Т5шущих роликов, смонтированных в станинах, отличающееся тем, что, с целью улучшения качества очистки за счет уменьшения расстояния между тянущими роликами и фрезерными валками, сокращения металлоемкости и упрощения конструкции устройства, а также облегчения доступа к инструменту, корпуса фрезерных валков монтированы на станинах тянущих роликов и соединены с одной из этих станин шарнирно, а с другой станиной посредством механизма установки раствора фрез, 2, Устройство по п. 1.. о т л и ч а ю щ е е с я тем, что, механизм установки раствора фрез выполнен в виде приводной зубчатой передачи, шестерня которой установлена на станине и находится в зацеплении с зубчатым сектором, смонтированньгм на корпусе фрезы, геометрический центр которого расположен на оси ш.арнирного соединения корпуса с щэугой станиной. Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 50-5835, кл. 74 F 2, 1975.i

| название | год | авторы | номер документа |
|---|---|---|---|
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2267374C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |