Известны устройства для гофрирования ленгы, содержащие узлы гофрирования и сближения гофров.
Предлагаемое устройство обладает более широкими технологическими возможностями. От известных оно отличается тем, что узел сближения гофров состоит из двух приводных механизмов подачи, взаимодействующих с боковыми поверхностями обрабатываемой ленты и расположенных последовательно по ходу ее перемещения после узла гофрирования, причем второй механизм обеспечивает меньшую линейную скорость ленты, чем первый.
Механизмы подачи представляют собой либо ленточные транспортеры с плоскими или клиновыми ремнями, либо цепные транспортеры, снабженные металлическими накладками с насечкой или накладками из упругого материала, например капрона.
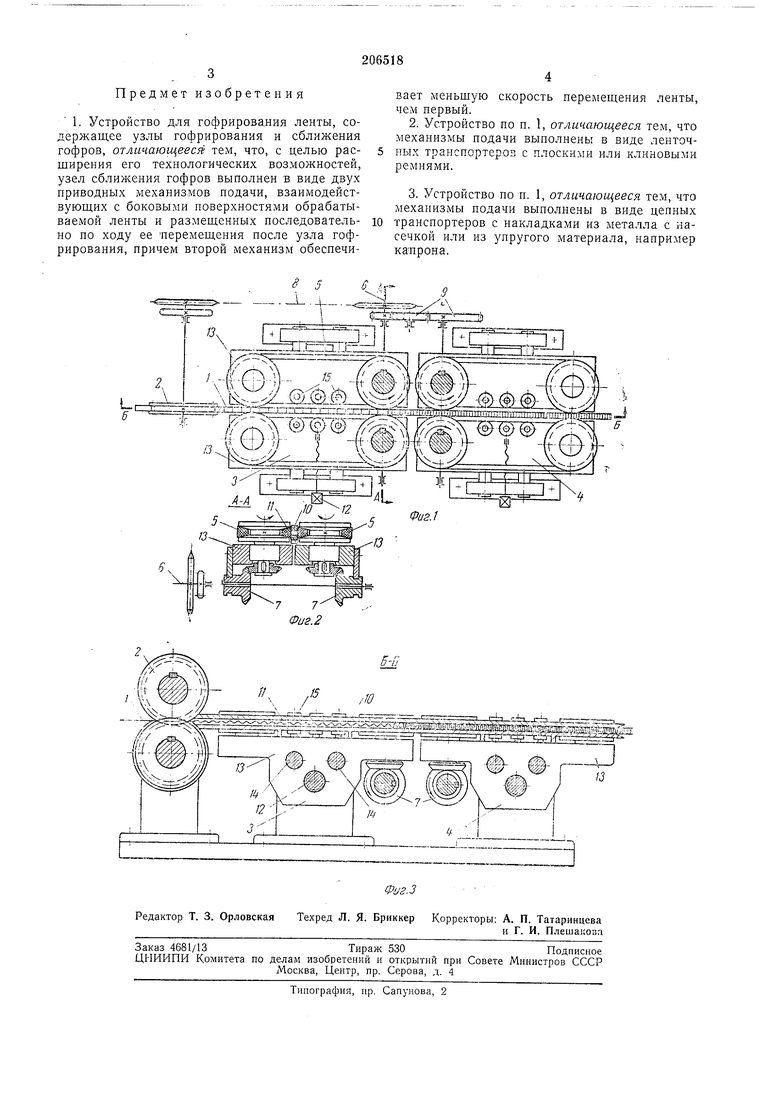
Па фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - привод механизмов подачи, разрез по А-А фиг. 1; на фиг. 3- разрез по Б-Б фиг. 1.
Устройство для гофрирования ленты / состоит из узла гофрирования в виде зубчатых валков 2 и узла сближения гофров, содержащего два приводных механизма подачи 3 и 4, взаимодействующих с боковыми поверхностями обрабатываемой ленты и расположенных
последовательно по ходу ее перемещения после узла гофрирования.
Механизмы подачи выполнены либо в виде ленточных транспортеров 5 с плоскими или клиновыми ремнями, либо в виде цепных транспортеров, снабженных металлическими накладками с насечкой или накладками из упругого материала, например капрона.
От вала 6 через конические шестерни 7 движение передается механизмам подачи, а через цепную передачу 8 - зубчатым вал1кам 2, причем линейная скорость движения ленты в зубчатых валках и в зоне первого механизма подачи 3 примерно одинаковая, а в зоне второго механизма подачи линейная скорость перемещения ленты во столько раз меньше, во сколько раз необходимо уменьшить шаг гофров. Скорость второго механизма подачи 4 изменяется посредством зубчатой передачи Р.
После механизма гофрирования лента перемещается между верхней 10 и нижней И проводками и механизмами подачи 5 и 4. Последние устанавливаются при помощи винтов 12, пере.мещающих корпуса 13 механизмов нодачи по направляющим М. Ременные или цепные транспортеры, используемые в качестве механизмов подачи, во избежание прогиба опираются на подшипники качения 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| ПРИВОДЫ С ПОСТОЯННОЙ ЛИНЕЙНОЙ СКОРОСТЬЮ ЛОПАСТЕЙ ДЛЯ ЦИКЛОИДНЫХ РОТОРОВ И ГРЕБНЫХ ПРОПЕЛЛЕРОВ С НЕКРУГОВЫМИ ОРБИТАМИ | 2024 |
|
RU2828914C1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2126107C1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645841C1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Способ изготовления из ленты гофрированных пластин и устройство для его осуществления | 1987 |
|
SU1493351A1 |
| СПОСОБ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2046403C1 |