Р1звестна система автоматического управления операциями дозирования, которая позволяет поддерживать натуральный вес шихты при изменении содержания влаги и корректировать производительность шихтового и спекательиого отделений по производительности последнего.
Отличительная особенность предлагаемого устройства согласования производительностей шихтового и спекательного отделений заключается в том, что для повышения качества подготовки шихты при автоматическом регулировании ее количества релейно-контактный блок соединен с импульсным фильтром, в котором каждое реле времени связано с определенной ступенью задатчика. В устройстве предусмотрено ступенчатое регулирование подачи шихты в зависимости от режима работы агломерационных или обжиговых машин.
На чертеже представлена функциональная схема предлагаемого устройства.
Схема состоит из электродных датчиков / уровня шихты в бункерах н датчиков 2, агломерационных машин, релейно-контактного блока 3 определения потребной производительности шихтового отделения, импульсного фильтра 4 и задатчика 5 компонентов шихты с регулятором 6.
осуществляется следуюш нм образом. Если производительность спекательного отделения, определяемая ходом процесса спекания н числом работающих машин, равна производительности шихтового отделения, состояние функциональной схемы не изменяется. При остановке агломерационной машины или заполнении бункеров шихтой до верхнего уровня срабатывают датчики 1 или 2. Это приводит к изменению состояния выходных реле блока 3 определения потребной производительности шихтового отделения. По истечении установленного времени выдержки ступень производительности переключается. Контакты
одного из выходных реле времени импульсного фильтра 4 подключают одну соответствующую секцию делителя напряжения. Расход ведущего ко.мпонента уменьшается на определенную величнну.
При понижении уровня шихты в бункерах или возобновлении работы агломерационной машины аналогично включается одна из ступеней делителя напряжения, подающая импульс на повышение производительности шихтового отделения.
диненные через релейно-контактный блок, и
задатчик с регулятором ведущего компонента,
отличающееся тем, что, с целью повышения
Жа еСтйа ПОДГОТОВКИ шихты при автоматическом регулировании ее количества, релейноконтактный блок соединен с импульсным фильтром, в котором каждое реле времени связано со ступенью задатчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СОГЛАСОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТЕИ ШИХТОВОГО и СПЕКАТЕЛЬНОГО ОТДЕЛЕНИЙ | 1972 |
|
SU339797A1 |
| Устройство автоматического согласования производительности шихтового и спекательного отделений аглофабрики | 1976 |
|
SU713918A1 |
| Устройство для автоматического согласования производительностей шихтового и спекательного отделений аглофабрики | 1976 |
|
SU619530A1 |
| Устройство для согласования производительностей шихтового и спекательного отделения | 1980 |
|
SU901312A2 |
| Способ согласования производительностей шихтового и спекательного отделений | 1977 |
|
SU753914A1 |
| Устройство для согласования производительности технологических участков | 1976 |
|
SU634245A1 |
| Устройство для согласования производительности технологических участков | 1982 |
|
SU1100607A1 |
| УСТРОЙСТВО для ДОЗИРОВАНИЯ АГЛОМЕРАЦИОННОЙ ШИХТЫ | 1972 |
|
SU333185A1 |
| Устройство для управления процессом дозирования компонентов агломерационной шихты | 1974 |
|
SU513346A1 |
| Устройство согласования производительностей шихтового и спекательного отделений | 1985 |
|
SU1273398A1 |
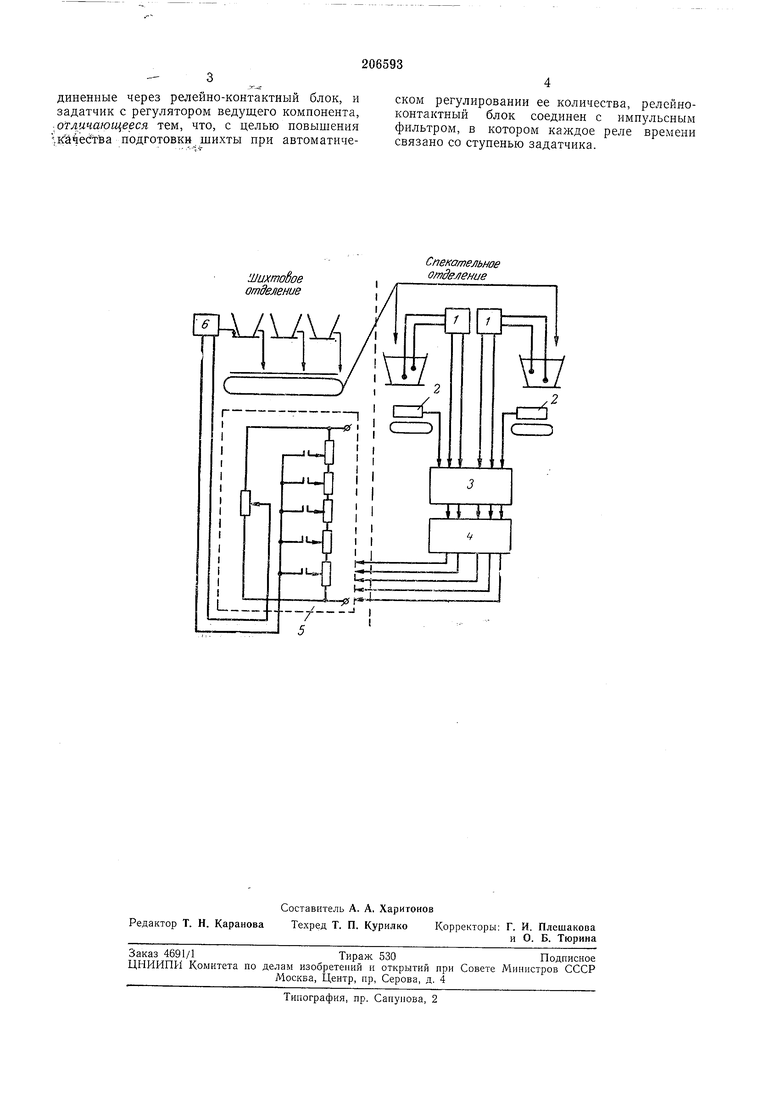
Шихтоёое отделение
Спенательное отделение
