Известны способы безабразивной полировки за счет ультразвуковых (звуковых) колебаний.
Предложенный способ безабразнвной полировки поверхностей отличается тем, что ультразвуковые колебания сообщаются полирующей поверхности, прилсатой к полируемой и повторяющей ее форму, причем колебания полирующей поверхности касательны к полируемой.
Полирующая поверхность обработана до высокой степени чистоты и выполнена из твердого материала, по отнощению к которому обрабатываемый материал не обладает адгезией. Обрабатывающая поверхность прижата к обрабатываемой с удельными давлениями, равными пределу текучести полируемого материала при температуре окружающей среды, а амплитуда ультразвуковых колебаний равна или меньше величины предварительного смещения для обрабатываемого материала при указанном давлении.
Предложенный способ безабразивной нолировки поверхностей ускоряет процесс и улучшает чистоту обработки.
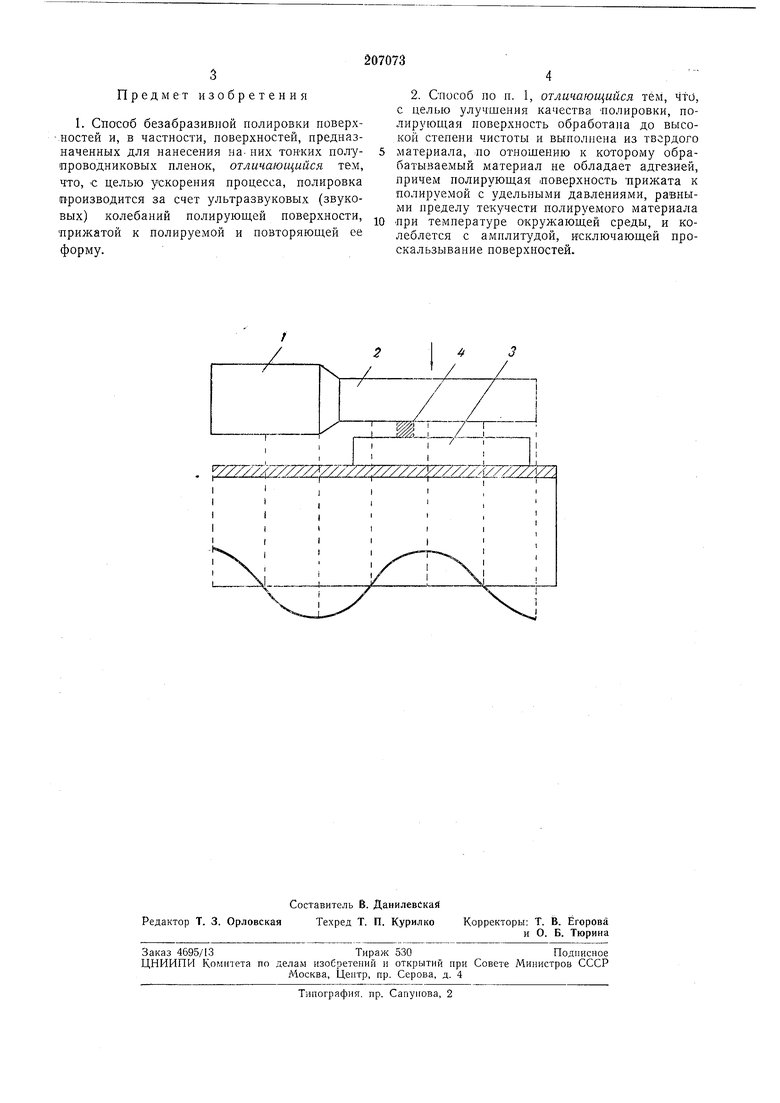
Чертеж поясняет описанный способ.
ределенным усилием к опоре 3, на которой установлены обрабатываемые пластины 4.
Сжатие поверхностей приводит к сжатию микронеровностей, которые с включением колебаний подвергаются донолнительны.м (кроме статического) динамическим усилиям. В результате микронеровности колеблющейся поверхности ногружаются в полируемую поверхность, и материал полируемой поверхности пластично растекается между микронеровностями обеих поверхностей. Поверхности сближаются, причем полируемая поверхность становится более гладкой и перед окончанием обработки новторяет профиль полирующей поверхности.
Чтобы при полировке данным способом исключить адгезию или слипание поверхностей, которое молсет привести к приварке (холодной сварке) поверхностей, используется полирующая поверхность высокого класса чистоты с твердостью (микротвердостью), лревыщающей твердость полируе1мой поверхности. Амплитуда ультразвуковых колебаний полирующей поверхности не превышает величину предварительного смещения для обрабатываемого материала при указанном давлении, т. е. в процесс полировки полирующая повер хность не проскальзывает относительно полируемой, что в противном случае привело бы к срезанию микронеровностей полируемой поверхности и ее износу.
Предмет изобретения
1. Способ безабразивной полировки новерх.ностей и, в частности, новерхностей, предназначенных для нанесения на- них тонких полупроводниковых пленок, отличающийся тем, ч-то, с целью ускорения процесса, полировка производится за счет ультразвуковых (звуковых) колебаний полирующей поверхности, прижатой к полируемой и повторяющей ее форму.
2. Способ по п. 1, отличающийся тем, 4to, с целью улучшения качества полировки, полирующая поверхность обработана до высокой степени чистоты и выполнена из твердого материала, по отношению к которому обрабатываемый материал не обладает адгезией, причем полирующая поверхность прижата к полируемой с удельными давлениями, равными нределу текучести полируемого материала при температуре окружающей среды, и колеблется с амплитудой, и сключающей проскальзывание поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безабразивной полировки поверхностей | 1983 |
|
SU1243931A1 |
| Способ ультразвуковой безабразивной обработки | 1982 |
|
SU1278182A1 |
| Способ безабразивной полировки поверхностей | 1974 |
|
SU546463A1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| ПОЛИРУЮЩАЯ КОМПОЗИЦИЯ | 2012 |
|
RU2591152C2 |
| СПОСОБ УТОНЬШЕНИЯ ФОТОЧУВСТВИТЕЛЬНОГО СЛОЯ МАТРИЧНОГО ФОТОПРИЕМНИКА | 2013 |
|
RU2536328C2 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| СПОСОБ СРАЩИВАНИЯ И ПОЛИРОВКИ ОПТИЧЕСКИХ КРИСТАЛЛОВ | 1997 |
|
RU2135649C1 |