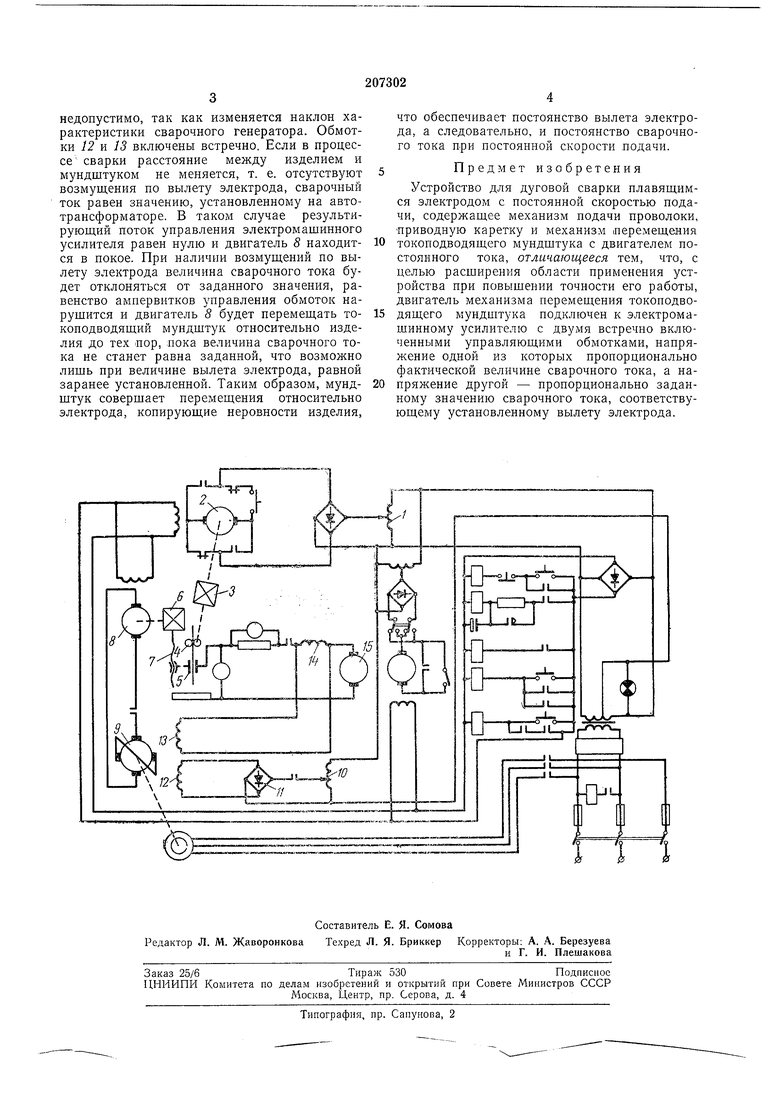
Известно устройство для дуговой сварки плавящимся электродом с постоянной скоростью подачи. Оно содержит механизм подачи проволоки, приводную каретку и механизм перемещения токоподводящего мундштука с двигателем постоянного тока. Предложенное устройство отличается от известного тем, что двигатель механизма перемещения токоподводящего мундштука подключен к электромашинному усилителю с двумя встречно включенными управляющими обмотками. При этом напряжение одной обмотки пропорционально фактической величине сварочного тока, а напряжение другой - пропорционально заданному значению сварочного тока, соответствующему установленному вылету электрода. Область применения этого устройства расширена, его используют не только при сварке в защитном газе, но и при сварке под флюсом. Точность его работы более высокая. На чертеже схематически изображено описываемое устройство. Перемещением движка автотрансформатора 1 устанавливается необходимое напряжение на якоре двигателя 2 механизма подачи проволоки, состоящего из редуктора 3 и роликов 4. Установленной скорости подачи электрода соответствует определенное значение сварочного тока при определенном вылете электрода. Использованная в устройстве сварочная головка имеет токоподводящий мундштук 5, который может перемещаться относительно механизма подачи проволоки электрода посредством редуктора 6 и ходового винта 7. Перемещение токоподводящего мундштука осуществляется двигателем 8, управляемым электромашинным усилителем 9. Вылет электрода устанавливается вручную перемещением всей сварочной головки, состоящей из двигателей 2 и S, редукторов 3 тл 6, роликов 4, ходового винта 7 и мундштука 5, относительно изделия. Затем по выставленной величине вылета устанавливается поворотом движка автотрансформатора 10 требуемая величина сварочного тока. Шкала автотрансформатора отградуирована в значениях сварочного тока для различных значений вылета электрода. Сигнал с автотрансформатора после выпрямителя 11 подается на управляющую обмотку 12 электромащинного усилителя. Па другую обмотку 13 подается падение напряжения на последовательной обмотке 14 сварочного генератора 15, имеющего жесткую внешнюю характеристику. Это падение напряжения прямо пропорционально величине сварочного тока. Включение балластного сопротивления в сварочную цепь для получения сигнала, пропорционального сварочному току,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU261612A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Способ возбуждения дуги | 1980 |
|
SU893450A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ СВАРОЧНОЙ ВАННЫ | 1969 |
|
SU233142A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
