Известно устройство для дуговой сварки пла вящи1мся электродом с постоянной скоростью подачи проволоки, содержащее омо1нтированный на орнводной каретке кортус, механизм подачи проволоки, механизм перемещения токаподводящего мундштука, систе,му подачи защитного газа и схему сравнения действителыной величины оварочиото тока с эталонной.
Лредложйнное устройство отличается от известного тем, что механизм перемещения токаподводящего мумдштука выполнен в виде газового цили1ндра с поршнем, взаимное леремещенне которых осуществляется под действием газа, используемого для защиты сварочной ванны. При этом цилиндр соединен с системой подачи защитного газа с помощью электрогазовых клапанов, срабатывающих под действием сигнала рассогласования, получена аго р схеме сравнения.
На чертежах представлены принципиальные электрогазовые схемы предлагаемого устройства. На фит. 1 да1н вариант, при котором мундштук смонтирован на корпусе цилиндра, перемещающегося относительно штока, неподвнл но закре|плепного -на корпусе устройства; на фиг. 2 - вариант, при котором мундштук концентрично установлен на штоке поршня, внут;ри которого выполнен центральный канал для электродной праволаки, а цилиндр неподвижно укреплен на корпусе устройства.
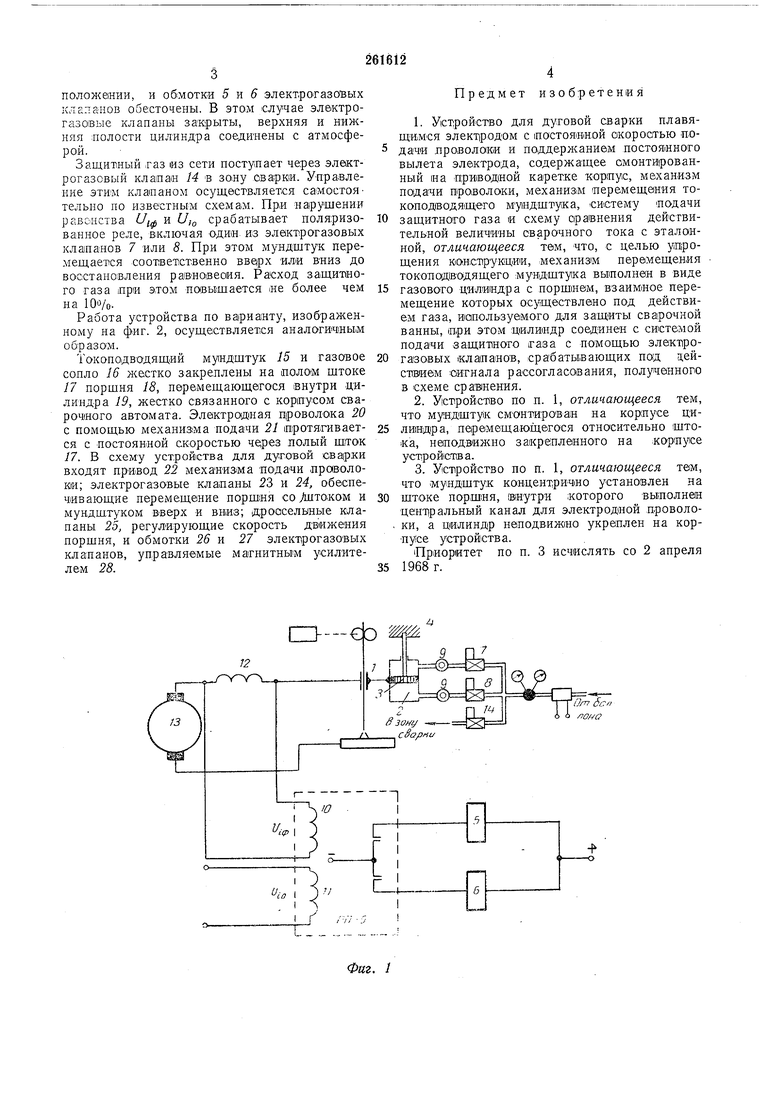
Работа устройства но варианту, представленному на фиг. 1, осуществляется следующим образом. Токоподводящий мундштук 1 жесжо связан с цилиндром 2, внутри которого находится поршень 3, шток которого укреплен на корпусе 4 свароч1ного автомата. При включении обмоток 5 и 6 одноходовых электрогазовых клапанов 7 и S цилиндр совместно с мундштуком перемещается относительно неподвижного поршня вверх и вниз в зависимости от того, какой электрогазовый клапан включен. Скорость цилиндра регулируется дроссельными клапанами 9. Управление обмотками 5 и 6 электрогазовых клапанов 7 п S осуществляется трехпозиционным поляризованным реле типа РП-5, имеющим обмо:тки 10 и 11, включенные встречно. На обмотку 10 поступает падение напряжения на последовательной обмотке 12 сварочного генератора 13, имеющего жесткую Внешнюю Xар актерист1И1ку. Это падение напряжения пропорционалино фактической величине сварочного тока. На обмотку 11 от отдельного источни1ка подается напрял ение U , цропорциональное заданной величине сварочного тока, соответствующей заданной скорости подачи проволоки и заданному вылету электрода. Если ампер-витки управления, создаваемые
положйнии, и об:мотки 5 и 5 элект.рогазоъых клапанов обесточены. В этом случае электроraaoiBbie клапаны закрыты, верхняя и нижняя полости цилиндра соединены с атмосферой.
Защитный газ из сети поступает через электрогазовый кла1па1Н 14 ъ золу сварки. Управление этим клапаном осуществляется самостоятельно по известным схемам. При иа рушении равенства и (/,, срабатывает поляризованное реле, включая один из электрогазовых кла панов 7 или 8. При этом мундштук перемещается соответственно вве|рх или вниз до восстано вления равновесия. Расход защииного газа при этом повышается «е более чем на Юо/о.
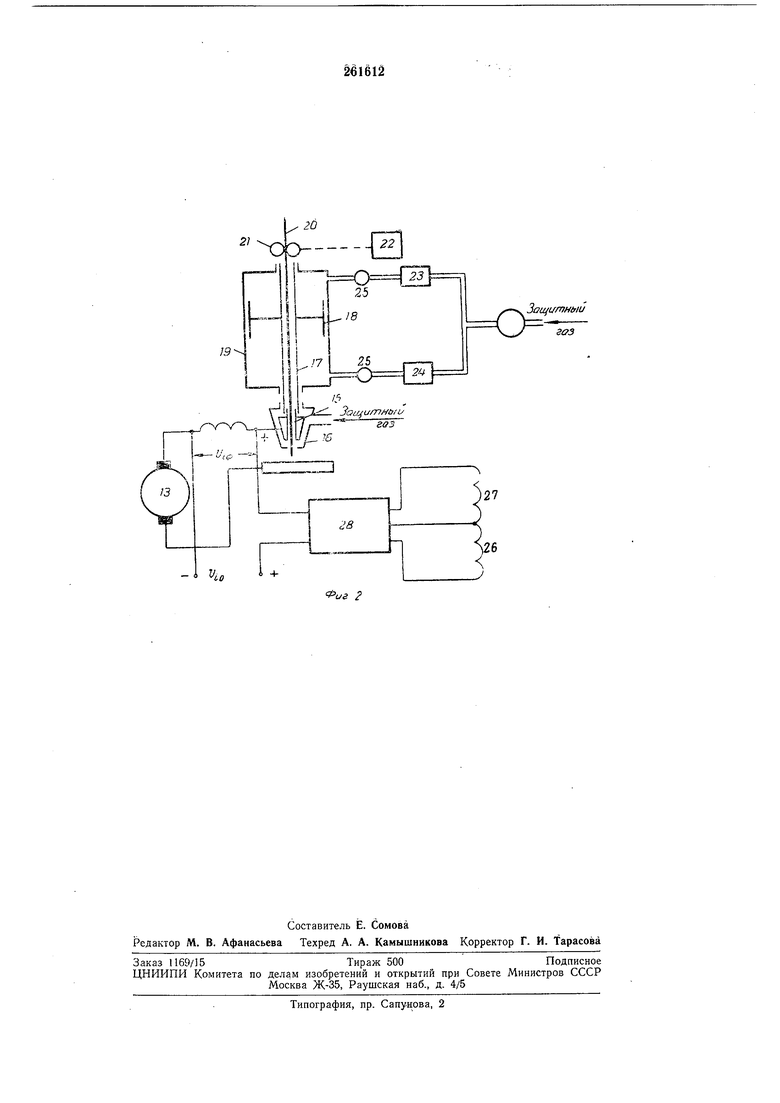
Работа устройства по варианту, изображенному на фиг. 2, осуществляется аналогичным образам.
Токоподводящий мундштук 15 и газовое сопло 16 жестко закреплены на полом щтоке 17 порщня 18, перемещающегося внутри -цилиндра 19, жестко связанного с корпусом сварочного автомата. Электродная цроволока 20 с помощью механизма подачи 21 протягивается с постоянной скоростью чербз лолый щггок 17. В схему устройства для дуговой сва|рки входят пр-И|ВОд 22 механиз«ма подачи проволоки; электрогазовые клапаны 23 и 24, обеспечивающие перемещение порщня соДитоком и мундщтуком в-верх и вниз; дроаселвные клапаны 25, регулирующие скорость движения порщня, и обмотки 26 и 27 элект|рогазовых клапанов, управляемые магнитным усилителем 28.
Предмет изобретения
1.Устройство для дуговой сварки плавящимся элект1родом с постоянной окоросггью п.одачи проволоки и поддерж;анием постоянного вылета электрода, содержащее смонтированный на -при1водной каретке корпус, механизм подачи проволоки, механизм перемещения токопод( мундштука, систему подачи
защитного газа и схему сравнения действительной величины сварочного тока с эталонной, отличающееся тем, что, с целью упрощения К1Он,ст1рук Д|Ии, .механизм перемещения токоподводящего мундштука выполнен в виде
газового цили1ндра с порщ|нем, взаимное перемещение которых осуществлено под действием газа, И1апользубмого для защиты сварочной ванны, при этом цилиндр соединен с системой подачи защитного газа с помощью элект|рогазовых 1кла1панов, срабатывающих под действием сигнала рассогласования, полученного в схеме сравнения.
2.Устройство по п. 1, отличающееся тем, что мундштук смонтирован на корпусе цилиндра, парамещающегося относительно штока, не1подвижно закрепленного на :КОрпусе устроЙ1СТ1ва.
3.Устройство по п. 1, отличающееся тем, что мундштук концентрично установлен на
щтоке поршня, внутри которого выполнен центральный канал для электродной проволоки, а цилиндр неподвижно укреплен на кор-пусе устроЙ1Ства.
Приоритет по п. 3 исчислять со 2 апреля 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для ручнойдугОВОй СВАРКи C OTCOCOM гАзОВ | 1979 |
|
SU795808A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОСТОЯННОЙ СКОРОСТЬЮ ПОДАЧИ | 1968 |
|
SU207302A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Устройство для сварки | 1978 |
|
SU778967A1 |
| Устройство для дуговой сварки крестообразных соединений арматурных стержней | 1972 |
|
SU468745A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Устройство для импульсной подачи электродной проволоки | 1990 |
|
SU1771904A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
чЬ-F
Защитный
hO
303
