(5) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ С УВЕЛИЧЕННЫМ ВЫЛЕТОМ ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Горелка для дуговой сварки плавящимся электродом | 1987 |
|
SU1416284A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
Изобретение относится к сварочному производству, в частности к уст ройствам для дуговой сварки и может быть использовано, преимущественно для автоматической сварки.
Известна горелка для дуговой сварки с увеличенным вылетом электродной проволоки, состоящая из мундштука и направляющей втулки, которая с помощью перемычки установлена с зазором JQ от токоподводящего наконечника и под углом к его оси Г 1.
Недостатком известного устройства является то, что при воз.буждении ду- ,5 ги проволока между токоподводящим наконечником и направляющей втулкой деформируется, это приводит к заклиниванию ее в кана/ю направляющей втулки и прекращению процесса сварки. 20 J Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является горелка для дуговой сваоки с увеличенным вылетом плавящегося электрода, содержащая сопло, токоподводящий мундштук с установленной на нем изоляционной втулкой, на которой установлена обойма. В обойме установлен кожух с направляющей втулкой. Кожух выполнен с наружным буртиком, сопло выполнено с внутренним буртиком, расположенным ниже буртика кожуха в направлении подачи плавящегося электрода. Направляющая втулка установлена с зазором относительно токоподводящего наконечника. В горелке канал для направления плавящегося электрода выполнен в мундштуке, токоподводящем наконечнике и направляющей втулке 2.
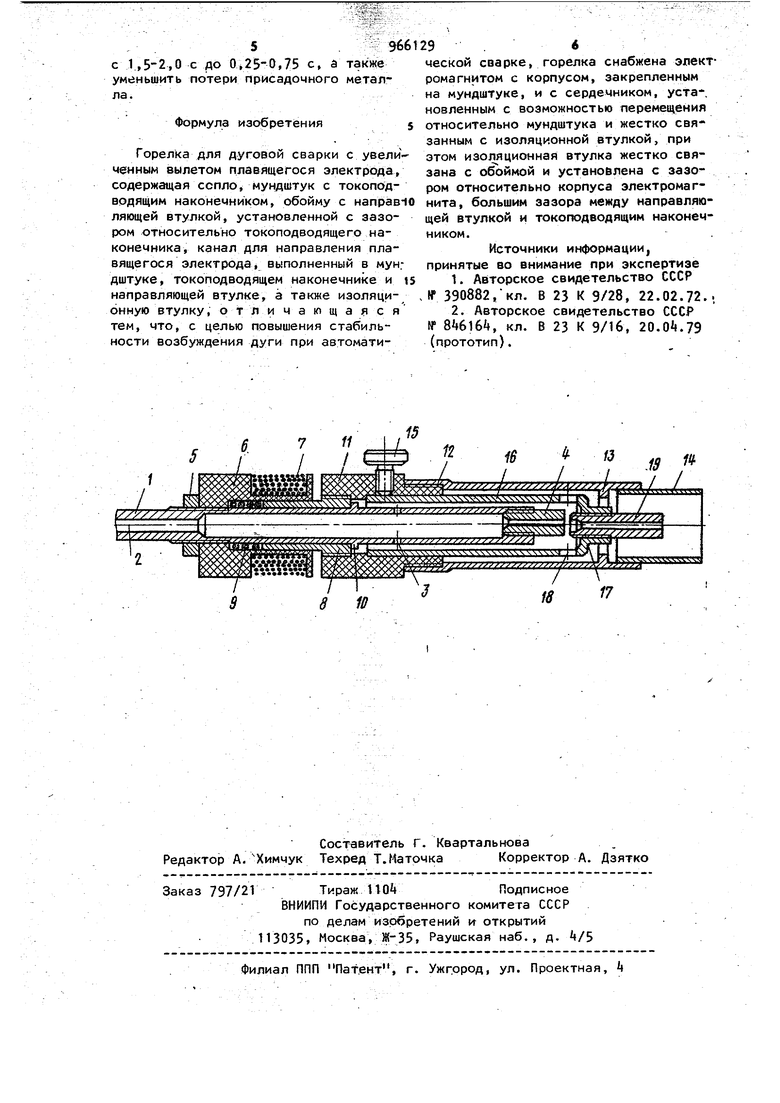
Недостатком известного устройства является низкая стабильность возбуждения дуги при автоматической сварке, заключающаяся в том, что при включении кнопкой, проволока начинает подаваться и упирается в изделие, flo ней проходит ток короткого замыкания, проволока нагревается и деформируетс между токоподводящим наконечником и направляющей втулкой. Происходит заклинивание проволоки в направляющем канале и процесс сварки прекращается Это снижает эффективность применения известных горелок для автоматической сварки с увеличенным вылетом плавяще гося электрода. Цель изобретения - повышение стабильности возбуждения дуги при автоматической сварке. Цель достигается тем, что горелка для дуговой сварки с увеличенным вылетом плавящегося электрода, содержа щая сопло, мундштук с токоподводящим наконечником, обойму с направляющей втулкой, установленной с зазором относительно токоподводящего наконечника, канал для направления плавящегося электрода, выполненный в мундштуке, токоподводящем наконечнике и направляющей втулке, а также изоляционную втулку, снабжена электромагнитом с корпусом, закрепленным на мундштуке, и с сердечником, установленным с возможностью перемещения относительно муйдштука и жестко связанным с изоляционной втулкой, при этом изоляционная втулка жестко связана с обоймой и установлена с зазором относительно корпуса.электромагнита, большим зазора между направляющей втулкой и токоподводящим наконечником. На чертеже схематически показана предлагаемая горелка, разрез. Сварочная горелка содержит мундштук 1 с каналом 2 для направления плавящегося электрода и подвода защитного газа и отверстиями 3 для под вода защитного газа, и с токоподводя щим наконечником Ц. На наружной поверхности, мундштука 1 с помощью гайк 5 установлен корпус 6 электромагнита с обмоткой 7 и с сердечником 8, расположенным на мундштуке 1 между пружиной 9 и буртиком 10, выполненным на мундштуке 1. С сердечником 8 элект ромагнита жестко связана изоляционна втулка 11, на наружной поверхности которой установлена гильза 12 с внут ренним буртиком 13 и сЪплом k, а внутри изоляционной втулки 11 винтом 15 зафиксирована обойма 16 с наружным буртиком 17, газоподводящими отверстиями 18 и направляющей втулкой 19 из электропроводного материала, на пример из меди. Направляющая втулка 19 установлена с зазором по отношению к токоподводящему наконечнику , а изоляционная втулка 11 установлена с зазором относительно корпуса 6 электромагнита, причем последний зазор больше зазора между направляющей втулкой 19 и токоподв.одящим наконечником Превышение зазора между изоляционной втулкой 11 и корпусом 6 электромагнита над зазором иежду токоподводящим наконечником k и направляющей втулкой 19 необходимо для того, чтобы- при перемещении сердечника электромагнита происходило короткое замыкание токоподводящего наконечника k с направляющей втулкой 19. В этом случае ток подводится к плавящемуся электроду, через направляющую втулку 19 и процесс возбуждения дуги осуществляется на обычном вылете электрода. Сварочная горелка работает следующим образом. Вначале включается питание обмотки 7 электромагнита, сердечник 8 перемещает изоляционную втулку 11 с обоймой 16 до короткого замыкания токоподводящего наконечника k и направляющей втулки 19- Затем через отверстие 2 в мундштуке 1 подается электродная проволока (плавящийся элект- род), токоподвод к ней осуществляется направляющей втулкой 19 и процесс возбуждения дуги протекает стабильно, так как отсутствует зазор между токоподводящим наконечником i и направляющей втулкой 19, а вылет плавящегося электрода не превышает обычный. После возбуждения дуги обмотка 7 электромагнита выключается и сердечник 8 под действием пружины 9 перемещается до упора в буртик 10, восстанавливая зазор между токоподводящим наконечником k и направляющей втулкой 19 и процесс сварки протекает в дальнейшем с увеличенным вылетом плавящегося электрода. Защитный газ в зону дуги подается через канал 2 и отверстия 3 в мунд.штуке 1, отверстия 18 в обойме 16 и сопло 1. Буртики 13 и 17 создают лабиринтное уплотнение от летящих брызг расплавленного металла, что исключает в процессе сварки, привод тока к электродной проволоке через направляющую втулку 19. Предложенная горелка по сравнению с прототипом позволяет повысить стабильность возбуждения дуги и снизить затраты времени на возбуждение дуги
с 1,5-2,0 с до 0,25-0,75 с, а также уменьшить потери присадочного металла.
Формула изобретения 5
Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода, содержащая сопло, мундштук с токопбдводящим наконечником, обойму с HanpaBtO ляющей втулкой, установленной с зазором относительно токоподводящего наконечника, канал для направления плавящегося электрода, выполненный в мун; дштуке, токоподводящем наконечнике и % направляющей втулке, а также изоляционную втулку, отличающаяся тем, что, с целью повышения стабильности возбуждения дуги при автоматической сварке, горелка снабжена электромагнитом с корпусом, закрепленным на мундштуке, и с сердечником, уста, новленным с возможностью перемещения относительно мундштука и жестко связанным с изоляционной втулкой, при этом изоляционная втулка жестко связана с обоймой и установлена с зазором относительно корпуса электромагнита, большим зазора между направляющей втулкой и токоподводящим наконечником.
Источники информации, принятые во внимание при экспертизе
, ff 390882,кл. В23 К 9/28, 22.02.72...
