Известны ножницы для резки проката, оборудованные механизмом для отмера заданной длины прокатных профилей. Длина реза им задается путем перемещения упора с помощью серводвигателей непосредственно с рабочего места резчика.
Предлагаемое устройство для мерной резки проката на ножницах или прессах с приводным рольгангом и параллельной ему станиной, несущей несколько равно расположенных откидных упоров, обеспечивает резку проката на любую заданную длину в пределах длины станины при ограниченном числе упоров с централизованным управлением. В нем все упоры установлены на каретках, передвигаемых по общей станине вдоль неподвижной щкалы, длина которой равна расстоянию между упорами.
Для осуществления централизованного управления откидными упорами и каретками упоры снабжены установленными на каретках пневмоцилиндрами, а каретки связаны со щтоками гидроцилиндров, установленных на станине.
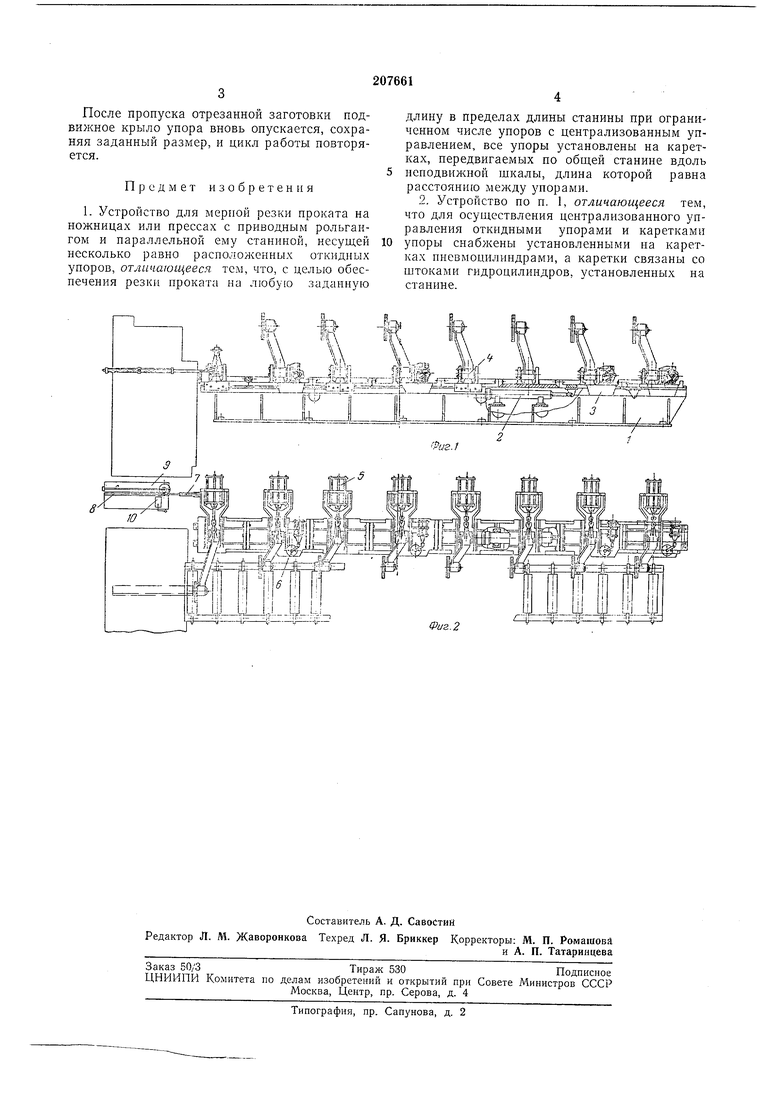
ев, служащих для остановки заготовок, производится пиевмоцилиндрами 5. Для предотвращения смещения кареток при ударах заготовки в крыло упора каретки стопорятся на станине клиновым зажимом 6. С первой кареткой связана тяга 7, заканчивающаяся линейкой 8 с делениями. Линейка перемещается относительно пульта 9, имеющего неподвижиый указатель. Па пульте установлен распределительный золотник 10, управляющий перемещением гидроцилиндра.
Перед началом работы все семь упоров находятся в поднятом положении. При нажатии соответствующей кнопки на пульте управления нужиый упор опускается при помощи пневмоцилиндра 5. Затем посредством поворота рукоятки гидравлического золотника открывается доступ рабочей жидкости в полость
гидроцилиидра 2. Порщень гидроцилиндра, перемещаясь, устанавливает каретку в заданное положение, которое контролируется по линейке. После остановки каретки фиксируются клииовым зажимом. Для пропуска отреПосле пропуска отрезанной заготовки подвижное крыло упора вновь опускается, сохраняя заданный размер, и цикл работы повторяется.
Предмет изобретения
1. Устройство для мерной резки проката на ножницах или прессах с приводным рольгангом и параллельной ему станиной, несущей несколько равно расположенных откидных упоров, отличающееся тем, что, с целью обеспечения резки проката на любую заданную
длину в пределах длины станины при ограниченном числе упоров с централизованным управлением, все упоры установлены на каретках, передвигаемых по общей станине вдоль
неиодвижной щкалы, длина которой равна расстоянию между упорами.
2. Устройство по п. 1, отличающееся тем, что для осуществления централизованного управления откидными упорами и каретками
упоры снабжены установленными иа каретках иневмоцилиндрами, а каретки связаны со штоками гидроцилиндров, установленных на станине. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной резки проката | 1979 |
|
SU902998A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Устройство для ограничения перемещения обрабатываемого изделия | 1976 |
|
SU671945A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
