Изобретение относится к обработке металлов давлением и сварке и может быть использовано при изготовлении электросварных тонкостенных прямошовных труб.
Цель изобретения - предотвращение образования гофров на кромках трубной заготовки при формовке тонкостенных труб и улучшения качества выформовки трубной заготовки.
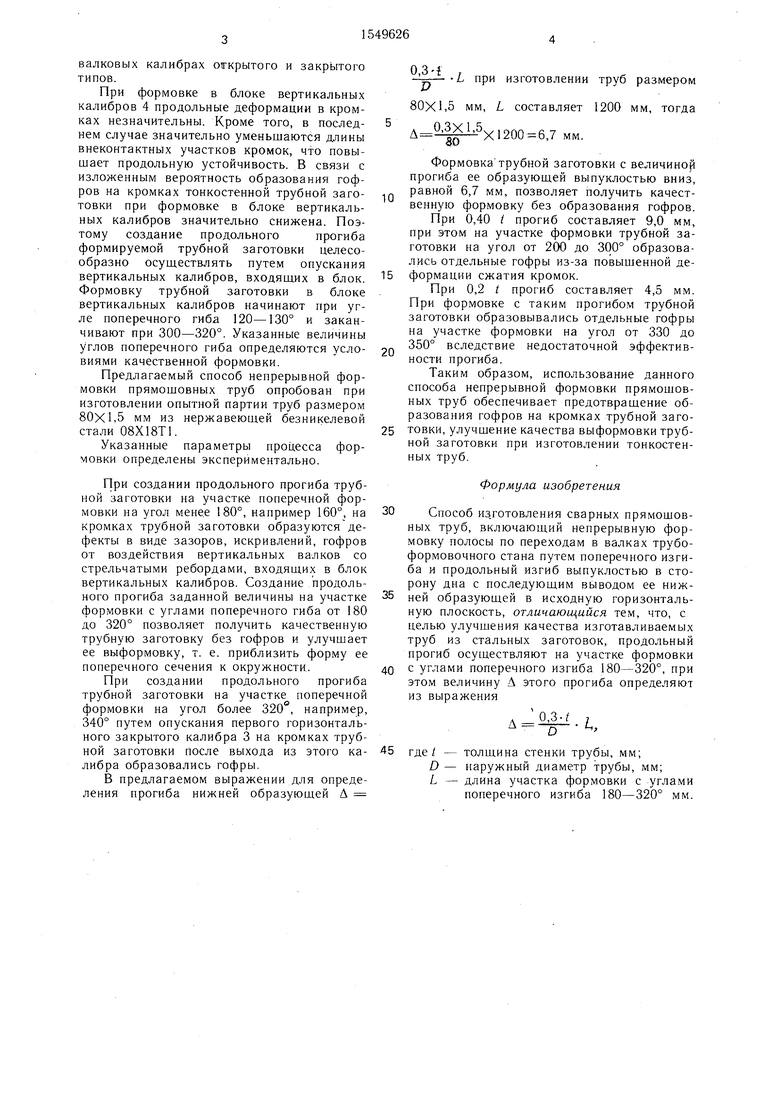
На чертеже представлена схема способа непрерывной валковой формовки полосы в трубную заготовку.
Способ непрерывной формовки прямо- шовных труб осуществляют следующим способом.
При формовке на участке с углами поперечного гиба от 0 до 180° нижнюю образующую формуемой трубной заготовки 1 располагают в горизонтальной плоскости.
На участке формовки с углами поперечного гиба от 180 до 320° создают продольный прогиб образующей формуемой трубной заготовки 1 выпуклостью вниз. При этом величину прогиба определяют из выражения
А
0,3-/
L,
СП
-U со
ОЭ
ьэ
оэ
гдеД- величина прогиба, мм;
t - толщина стенки трубы, мм;
D - наружный диаметр трубы, мм;
L - длина участка формовки с углами поперечного гиба от 180 до 320°, мм.
После этого нижнюю образующую формуемой трубной заготовки 1 снова выводят на исходную горизонтальную плоскость. Продольные деформации растяжения и сжатия кромок трубной заготовки весьма существенны при формовке в горизонтальных 2 и 3
валковых калибрах открытого и закрытого типов.
При формовке в блоке вертикальных калибров 4 продольные деформации в кромках незначительны. Кроме того, в послед- нем случае значительно уменьшаются длины внеконтактных участков кромок, что повышает продольную устойчивость. В связи с изложенным вероятность образования гофров на кромках тонкостенной трубной зато- товки при формовке в блоке вертикальных калибров значительно снижена. Поэтому создание продольногопрогиба формируемой трубной заготовки целесообразно осуществлять путем опускания вертикальных калибров, входящих в блок. Формовку трубной заготовки в блоке вертикальных калибров начинают при угле поперечного гиба 120-130° и заканчивают при 300-320°. Указанные величины углов поперечного гиба определяются уело- виями качественной формовки.
Предлагаемый способ непрерывной формовки прямошовных труб опробован при изготовлении опытной партии труб размером 80X1,5 мм из нержавеющей безникелевой стали 08Х18Т1.
Указанные параметры процесса формовки определены экспериментально.
При создании продольного прогиба трубной заготовки на участке поперечной формовки на угол менее 180°, например 160°, на кромках трубной заготовки образуются дефекты в виде зазоров, искривлений, гофров от воздействия вертикальных валков со стрельчатыми ребордами, входящих в блок вертикальных калибров. Создание продольного прогиба заданной величины на участке формовки с углами поперечного гиба от 180 до 320° позволяет получить качественную трубную заготовку без гофров и улучшает ее выформовку, т. е. приблизить форму ее поперечного сечения к окружности.
При создании продольного прогиба трубной заготовки на участке поперечной формовки на угол более 320 , например, 340° путем опускания первого горизонтального закрытого калибра 3 на кромках трубной заготовки после выхода из этого ка- либра образовались гофры.
В предлагаемом выражении для определения прогиба нижней образующей Д
0,3-1 D
L при изготовлении труб размером
80X1,5 мм, L составляет 1200 мм, тогда 1200 6,7 мм.
оО
Формовка трубной заготовки с величине прогиба ее образующей выпуклостью вниз, равной 6,7 мм, позволяет получить качественную формовку без образования гофров.
При 0,40 i прогиб составляет 9,0 мм, при этом на участке формовки трубной заготовки на угол от 200 до 300° образовались отдельные гофры из-за повышенной деформации сжатия кромок.
При 0,2 t прогиб составляет 4,5 мм. При формовке с таким прогибом трубной заготовки образовывались отдельные гофры на участке формовки на угол от 330 до 350° вследствие недостаточной эффективности прогиба.
Таким образом, использование данного способа непрерывной формовки прямошовных труб обеспечивает предотвращение образования гофров на кромках трубной заготовки, улучшение качества выформовки трубной заготовки при изготовлении тонкостенных труб.
Формула изобретения
Способ изготовления сварных прямошовных труб, включающий непрерывную формовку полосы по переходам в валках трубо- формовочного стана путем поперечного изгиба и продольный изгиб выпуклостью в сторону дна с последующим выводом ее нижней образующей в исходную горизонтальную плоскость, отличающийся тем, что, с целью улучшения качества изготавливаемых труб из стальных заготовок, продольный прогиб осуществляют на участке формовки с углами поперечного изгиба 180-320°, при этом величину А этого прогиба определяют из выражения
°Л: D
д
.,
где/ - толщина стенки трубы, мм; D - наружный диаметр трубы, мм; L - длина участка формовки с углами поперечного изгиба 180-320° мм.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU774663A1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU727254A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Способ изготовления сварных прямошовных труб | 1976 |
|
SU597456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ производства прямошовных сварных труб | 1987 |
|
SU1489868A1 |
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| Способ непрерывной формовки трубной заготовки | 1987 |
|
SU1503924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении электросварных тонкостенных прямошовных труб. Цель изобретения - предотвращение образования гофров на кромках трубной заготовки при формовке тонкостенных труб и улучшение качества выформовки трубной заготовки. При формовке трубы на участке с углами поперечного гиба 0-180° нижнюю образующую трубной заготовки располагают в горизонтальной плоскости. На участке формовки с углами поперечного гиба 180-320° создают продольный прогиб нижней образующей трубной заготовки выпуклостью вниз. Величину прогиба определяют по расчетной зависимости. После этого нижнюю образующую формуемой трубной заготовки снова выводят на исходную горизонтальную плоскость. Создание продольного прогиба осуществляют путем опускания вертикальных калибров. 1 ил.
| Способ изготовления сварки прямошовных труб | 1973 |
|
SU472714A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
