Известны устройства для авто.матической смены инструмента в вертикально-фрезерных станках с .программным управлением, в которых шомпол заворачивается с помощью специального механизма, и другие например, автоматическая рука с барабаном, револьверные -головки и т. п.
Предлагаемое устройство для автоматической смены инструмента отличается тем, что Пружинный фиксатор положения олравки устанавливается на шлилделе, шомлол которого заворачивается лневмоударным механизмом с разгрузочным клапалом. Последний имеет горизолтальвую полость, сообщающуюся через перекидной золотник с подводящим пневмопроводом. В результате лри подаче давления ротор ударного механизма прижимается и шомлол приводится во вращение.
Устройство отличается также и тем, что подставки для оправки с инструментам устанавливают в различных лозициях относительно стола ло калибровочным отверстиям установочной плиты. ПодстаВ|Ки имеют лродольлые лрорези, щирила которых больше диаметра инструмента.
Кроме того, у конуса шпинделя л на подставке расположен кольцевой пневмопровод для обдува стружки.
станках с лрограммным управлением меньше по габарита-м и проще, может использовать стандартные оправки и лоэволяет затрачивать меньше времени для смены инструмента.
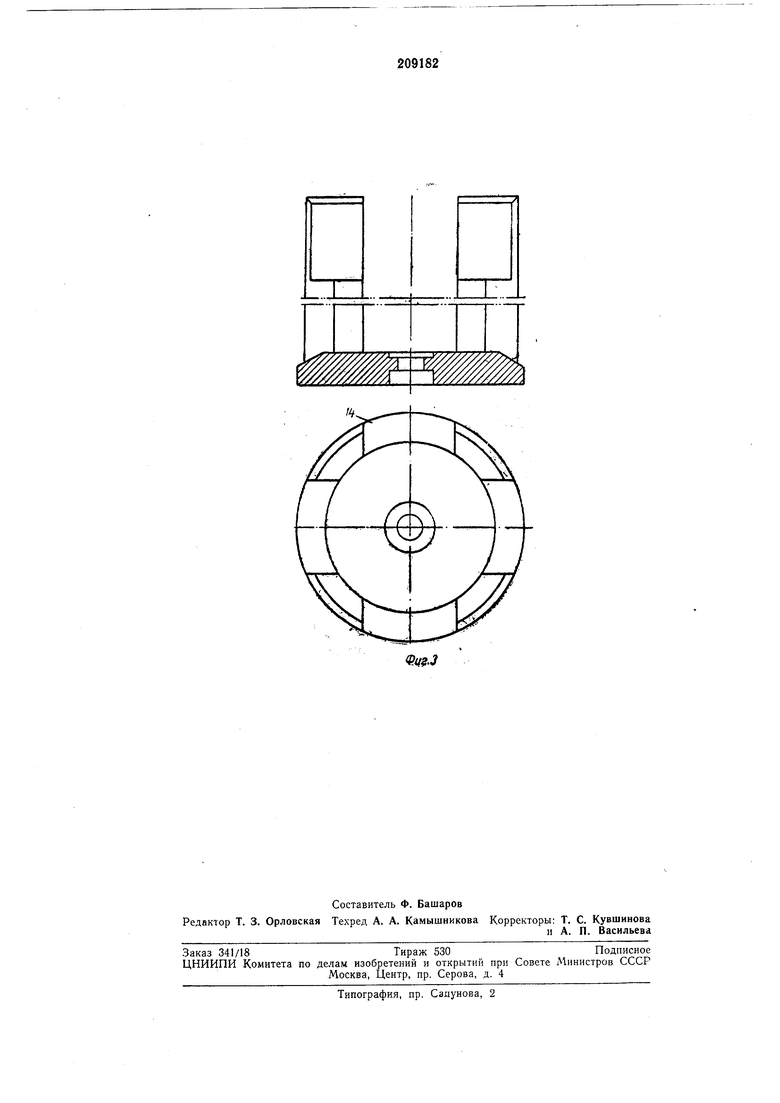
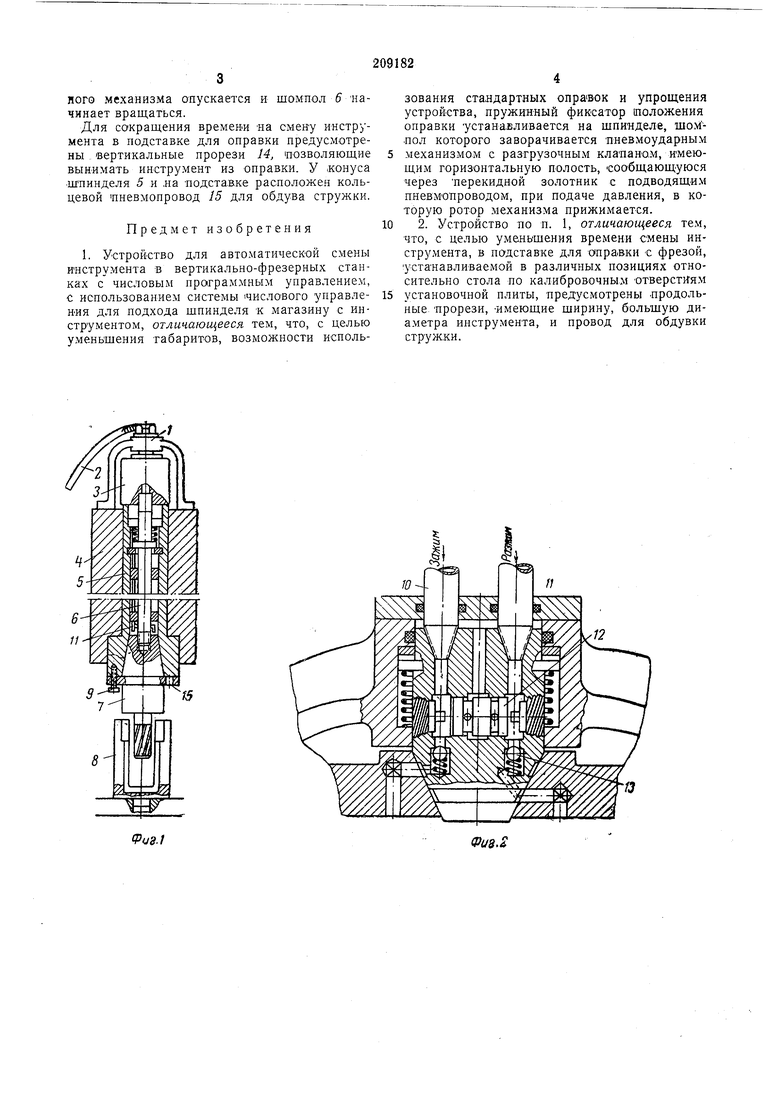
На фиг. 1 локазало предлагаемое устройство; на фиг. 2 -разгрузочный клапал; на фиг. 3 - подставка для оправки с фрезой. Устройство состоит из разгрузочного клалала 1 с пневмошлангами 2 и пневмоударного .механизма 8.
Пиноль 4 выполнена со шпинделем 5 и шомполом 6, с помощью Которого закрепляется в щлинделе, а затем освобождается оправка 7.
При подходе шпинделя 5 .к оправке 8 последняя ориентируется относительно сухарей щпинделя 5 фиксатором 9, западающим при вращении шпинделя 5 в отверстие оправки 8. После фиксации щомпол € начинает завинчиваться и, достигнув крайнего положения, отключает пневмопривод.
Разгрузочный клапан приподнимает ротор пневмодвигателя при снятии давления, что исключает трение и лредотвращает износ р6тора пневмодвигателя три вращении шпинделя 5. К разгрузочному клапану 7 (фиг. 2) подведены воздухопроводы 10, 11. Перекидной золотник 12, открываемый с по.мощью дросселя 13, соединяет подпорную полость с возHoro механизма опускается и шомпол 5 начинает вращаться.
Для сокращения времени яа смену инструмента в подставке для оправки предусмотрены . вертикальные прорези 14, позволяющие вынимать инструмент из оправки. У конуса шпинделя 5 и ,на подста.в.ке расположен кольцевой пневмопровод 15 для обдува стружки.
Предмет изобретения
1. Устройство для автоматической смены инструмента в вертикально-фрезерных станках с числовым программным управлением, с использованием системы числового управления для подхода шпинделя к магазину с инструментом, отличающееся тем, что, с целью уменьшения табаритов, возможности использования стандартных оправок и упрощения устройства, пружинный фиксатор положения оправки устанавливается на шпинделе, шомпол которого заворачивается пневмоударным
механизмом с разгрузочным клапано.м, имеющим горизонтальную полость, сообщающуюся через перекидной золотник с подводящим пневмопроводом, при подаче давления, в которую ротор механизма прижимается.
2. Устройство по п. 1, отличающееся тем, что, с целью уменьшения времени смены инструмента, в подставке для оправки с фрезой, устанавливаемой в различных позициях относительно стола по калибровочным отверстИ ям
установочной плиты, предусмотрены .продольные прорези, -имеющие ширину, большую диаметра инструмента, и провод для обдувки стружки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА НА ФРЕЗЕРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1973 |
|
SU387809A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Переходный сменный патрон | 1980 |
|
SU984722A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ ФРЕЗЕРКО-СВЕРЛИЛЬНОЙГОЛОВКИ | 1968 |
|
SU206974A1 |
| Гидравлический привод с числовым программным управлением | 1974 |
|
SU599103A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ СТАНКА | 1972 |
|
SU433995A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Автоматическая линия | 1987 |
|
SU1437191A1 |
| Шпиндельная бабка | 1976 |
|
SU576167A1 |