Известны многовалковые прокатные клеги для прокатки тонких полос.
Новым в описываемОй клети является то, Что подушки промежуточных валков связаны с подушками опорных валков через поворотлые обоймы, установленные на осях опорных валков и снабженные хвостовиками, которыми обойма взаимодействует с плунжерами установочных цилиндров. Это позволяет регулировать раствор рабочих валков различного диаметра.
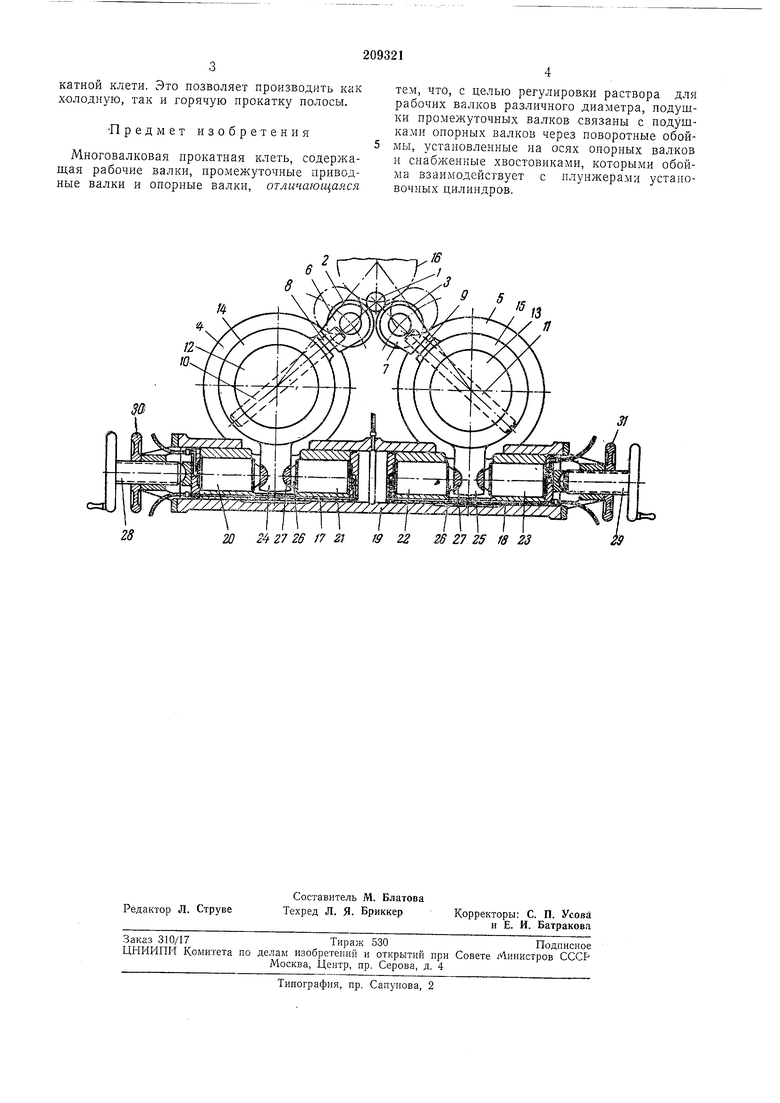
На чертеже представлен нижний комплект валков с установочным приспособлением.
Комплект валков состоит из рабочего валка 1, двух промежуточных приводных валков 2 -л 3, двух опорных валков 4 и 5. Положение промежуточных валков определяется подушками 6 и 7, являющимися опорами для этих валков. Подушки промежуточных валков направляются при помощи стержней S и Р, проходящих через поперечные отверстия 10 и 11 в осях 12 и 13 опорных валков, на концах которых укреплены обоймы 14 и 15.
Расстояние между промежуточными валками может быть изменено путем симметричного по отношению к вертикальной плоскости поворота обойм в противоположные стороны. Такая перестановка делается, когда вместо тонкого рабочего валка 1 ставится изображенный штрихнунктиром толстый рабочий
валок 16. Для того, чтобы вместо толстых рабочих валков для прокатки горячих полос можно было встроить тонкие рабочие валки, диаметр их должен быть меньше полудиаметра наиболее толстого рабочего валка.
Для поворота обойм предусмотрены для каждого комплекта валков установочные приспособления - установочные цилиндры 17 и IS, которые находятся в общем направляющем цилиндре 19. Установочные цилиндры имеют по паре плунжеров 20, 21 и 22, 23, которые перемещаются в одинаковом направлении и соединены с хвостовиками 24 и 25. Между хвостовиками и плунжерами предусмотрено шарнирное сочленение, представляющее собой шаровидные углубления 26 и сферргческие нажимные детали в плунжерах 27.
Оба плунжера отделены от общего цилиндра небольшим осевым зазором, который позволяет смещать обойму и тем самым промежуточный валок по одну или другую сторону от его нейтрального положения. Для ограничения смещения цилиндров
имеются регулируемые упорные шпиндели 28 и 29, которые фиксируются маховичками 30 и 31.
катной клети. Это позволяет производить как холодную, так и горячую прокатку полосы.
Предмет изобретения
Многовалковая прокатная клеть, содержащая рабочие валки, промежуточные приводные валки и опорные валки, отличающаяся
тем, что, с целью регулировки раствора д,ля рабочих валков различного диаметра, подушки промежуточных валков связаны с подушками опорных валков через поворотные обоймы, установленные на осях опорных валков и снабженные хвостовиками, которыми обойма взаимодействует с плунжерами установочных цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОПЛИВОВПРЫСКИВАЮЩИЙ НАСОС | 1972 |
|
SU358866A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| УБОРОЧНЫЙ ПРИЦЕП | 1969 |
|
SU241338A1 |
| СИСТЕМА СЪЕМА ИНФОРМАЦИИ С ПЛЕНКИ, В ЧАСТНОСТИ, ДЛЯ ВЯЗАЛЬНЫХ МАШИН | 1971 |
|
SU305680A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
20 24 27 26 17 2J f9 22 26 27 25 fS 23
