Известные устройства для изготовления корпусов конденсаторов, содержащие механизм подачи заготовки, «атр.имер, алюманиевого пр.утка, дисковый тр а напор тер, служащий для пе|ре мещемня матриц, и приводной механиз,
сложны .в КОЛСТруКТИВНОМ ВЫ1ПОЛН6НИИ.
В предлагаемом устройстве матрицы снабжены размещенными внутри н«х толкателями, опирающимися на кулачки, а в качестве ножей, служащих для отрезки заготовки от прутка, использована кромка корпуса матрицы и установленный против этой кромки упор, на который опирается заготовка.
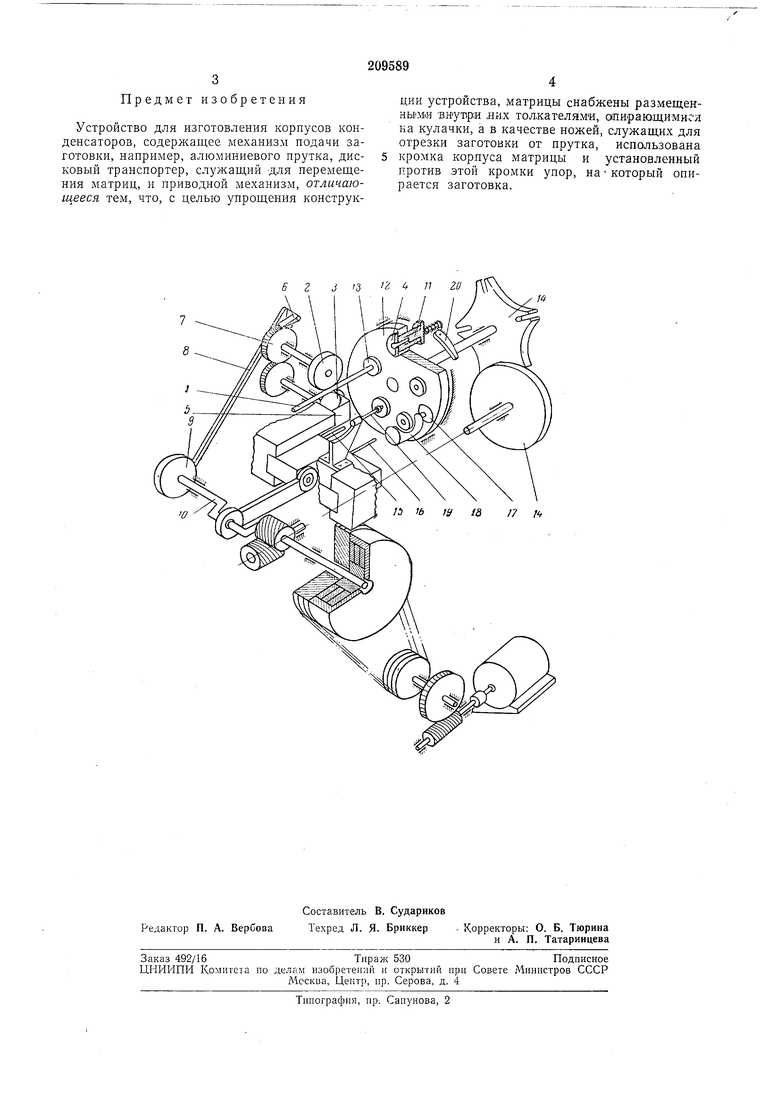
На чертеже показана кинематическая схема предлагаемого устройства.
Работает устройство следующим образом.
Пруток 1 роликами 2 и 5, снабженными паза.ми, автоматически подается из мотка в матрицу 4 на длину заготовки. Смазка на пруток 1 подается роликом 5, частично погруженным в масляную ванпу 5. Ролики приводятся во вращение периодически с помощью храпового механизма 6 через цилиндрические щестерни 7. Храповой механизм перемещается посредством тяги 8 от эксцентрика 9, посаженного на коленчатый вал 10 устройства.
определенное расстояние при скольжении по неподвижному копиру.
Заготовка отрезается от прутка при повороте диска 12. Для этого вплотную к матрице устанавливают неподвижный упор 13, поддерживающий пруток 1 и служащий в качестве ножа. Поворот диюка 12 с матрицами 4 осуществляется посредством мальтийского механизма 14, который одновременно фиксирует
диск 12 в каждом положении.
При повороте диска 12 и переходе матрицы 4 в новое положение толкатель 11 возвращается в исходное положение. После остановки и фиксации диска 12 досылатель 15 доталкивает заготовку в матрицу 4. Затем диск 12 вновь по1варачи1ваеися, матрица 4 занимает следующее положение, в котором происходит выда1вл1ива.ние корпуса конденсатора из заготовки пуащсоном 16. Во время очередного по(ворота диска 12, при подходе к точке выстоя, происходит обрезка корпуса до заданиого размера отрезной фрезой 17, посаженной на вал электродвигателя 18, неподвижно закрепленного 1на стаяине .устройства.
После обрезки при остановке диска 12 производится развальцовка корпуса конусом 19. При следующем обороте происходит выталкивание корпуса из матрицы 4 на ходу; при этом толкатель 11 скользит по кулачку 20 и выталПредмет изобретения
Устройство для изготовления корпусов конденсаторов, содержащее механизм подачи заготовки, например, алюминиевого прутка, дисковый транспортер, служащий для перемещения матриц, и приводной механизм, отличающееся тем, что, с целью упрощения конструкции устройства, матрицы снабжены размещенНЫ1М1И BHiyTipw лих тодкателями, опирающимис-л на кулачки, а в качестве ножей, служащих для отрезки заготовки от прутка, использована кромка корпуса матрицы и установленный против этой кромки упор, на - который опирается заготовка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки деталей | 1981 |
|
SU967611A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1968 |
|
SU211507A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
Б г j 3 2 и го
