Известны устройства для создания усилия осадки при высокочастотной сварке труб, снабженные роликами, заключенными в обоймы, оси поворота которых Перлендикулярны поверхности трубы.
Предложенное устройство отличается тем, что оси поворота обойм сдвинуты относительно осей роликов против направления движения стенки трубы. Это обеспечивает постоянное усилие осадки и -повышает качество сварного соединения.
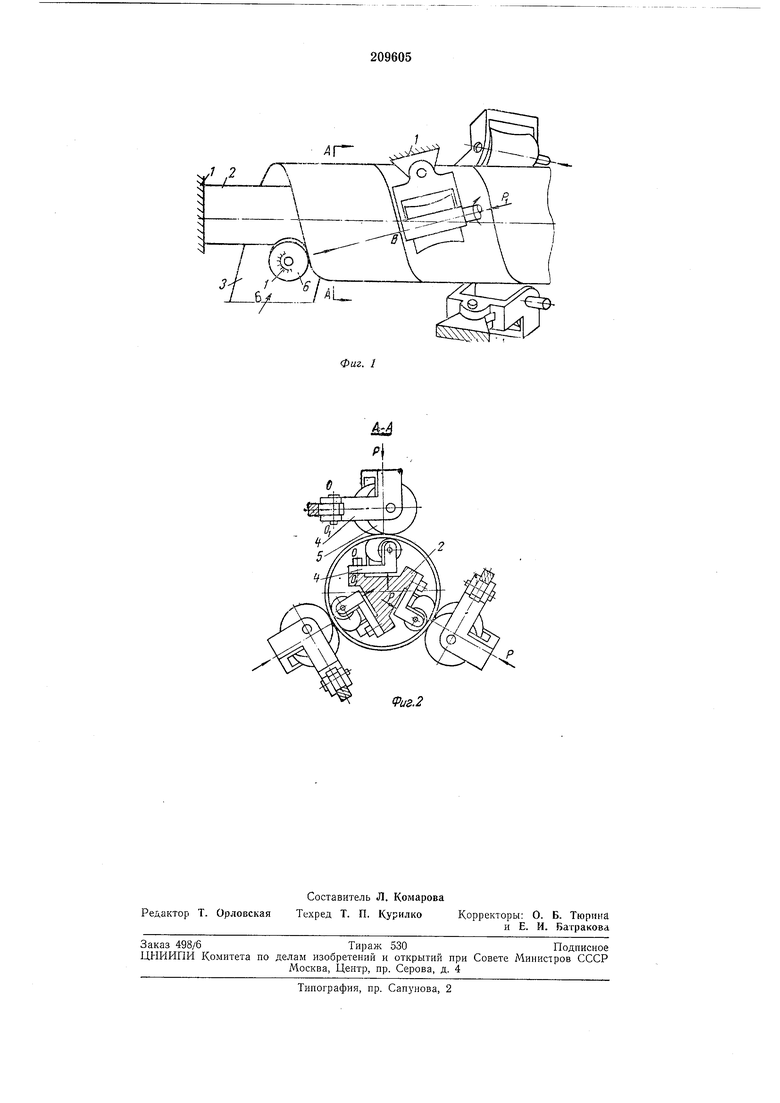
На фиг. 1 изображено устройство для создания усилия осадки при высокочастотной сварке спиральношовных труб; на фиг. 2 - то же, разрез ino Л-А фиг. 1.
К станине / жестко крепится внутренняя оправка 2. Лист 5 формуется в трубную заготовку и лоступает в устройство для создания усилия осадки. Стрелкой Б обозначено налравление движения листа, а точка В является точкой сварки.
На станине и оправке шарнирно устанавливают обоймы 4 роликов 5. Оси поворота O-Oi обойм перпендикулярны поверхности трубы в месте касания роликов 5 и сдвинуты на некоторое расстояние лротив направления движения стенки трубы в процессе сварки.
жаты -к поверхности трубы с усилием Р, обеспечивающим надежное сцепление роликов с поверхностью трубы.
К обоймам роликов вдоль оси роликов лриложены усилия PI, которые передаются через ролики 5 трубной заготовке. Сформованный в трубную заготовку лист, двигая1сь в -процессе сварки, упирается в ролик 6, укрепленный шарнирно на станине. На лист действуют силы PI, сумма которых является усилием осадки. Величину усилия осадки можно регулировать. Ролики 5 выполняются либо приводными, либо холостыми, в последнем случае трубная заготовка лередвигается подаюЩим устройством.
Предмет изобретения
Устройство для создания усилия осадки при высокочастотной сварке листов или листовых конструкций преимущественно при изготовлении опиральношовных труб, снабженное роликами, заключенными в обоймы с осью поворота, перпендикулярной поверхности трубы, отличающееся тем, что, с целью повышения качества сварки (путем обеспечения постоянного по величине усилия осадки, оси поворота обоймы сдвинуты относительно осей роликов против направления движения стенки трубы.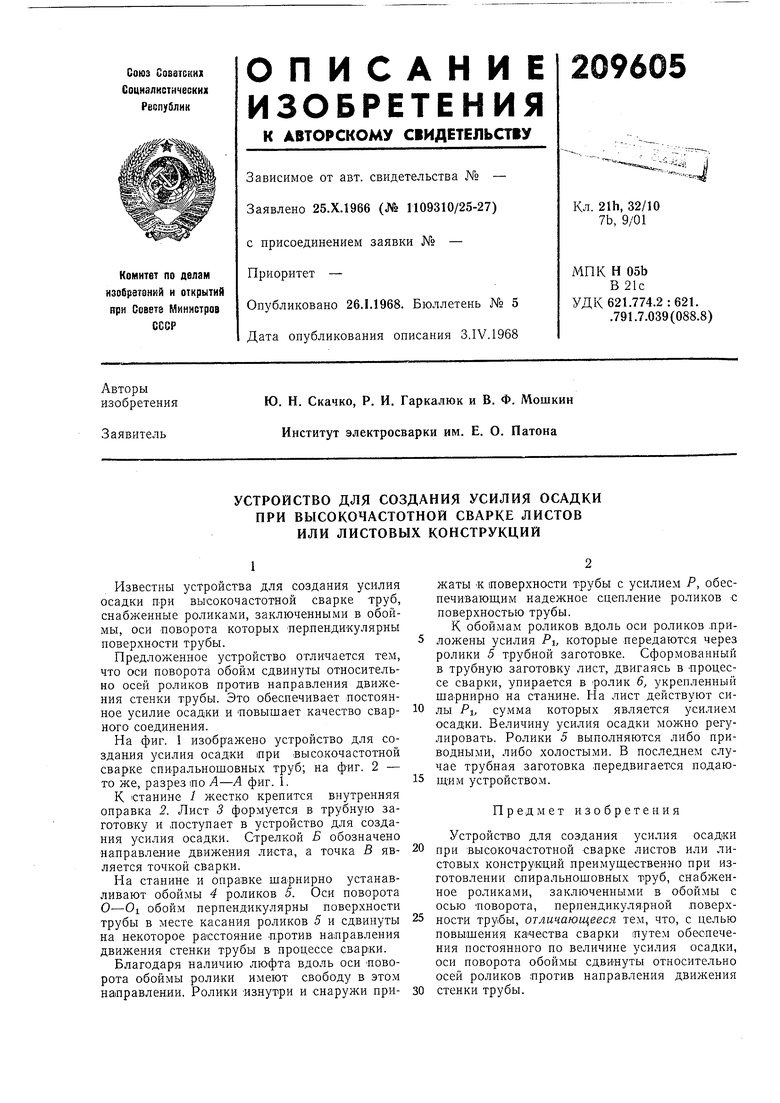
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СОЗДАНИЯ УСИЛИЯ ОСАДКИ ПРИ ВЫСОКОЧАСТОТНОЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1967 |
|
SU202403A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
(Риг.2
