Известны автоматы для металлизации различных деталей, например торцов секций конденсаторов.
Предложенный автомат отличается от известных тем, что его транспортирующий механизм выполнен в виде укрепленных на полых осях горизонтальных дисков, взаимодейстеуюш их с круглыми шаблонами, расположенных в той же плоскости. Благодаря этому сокращаются расходы распыляемого металла.
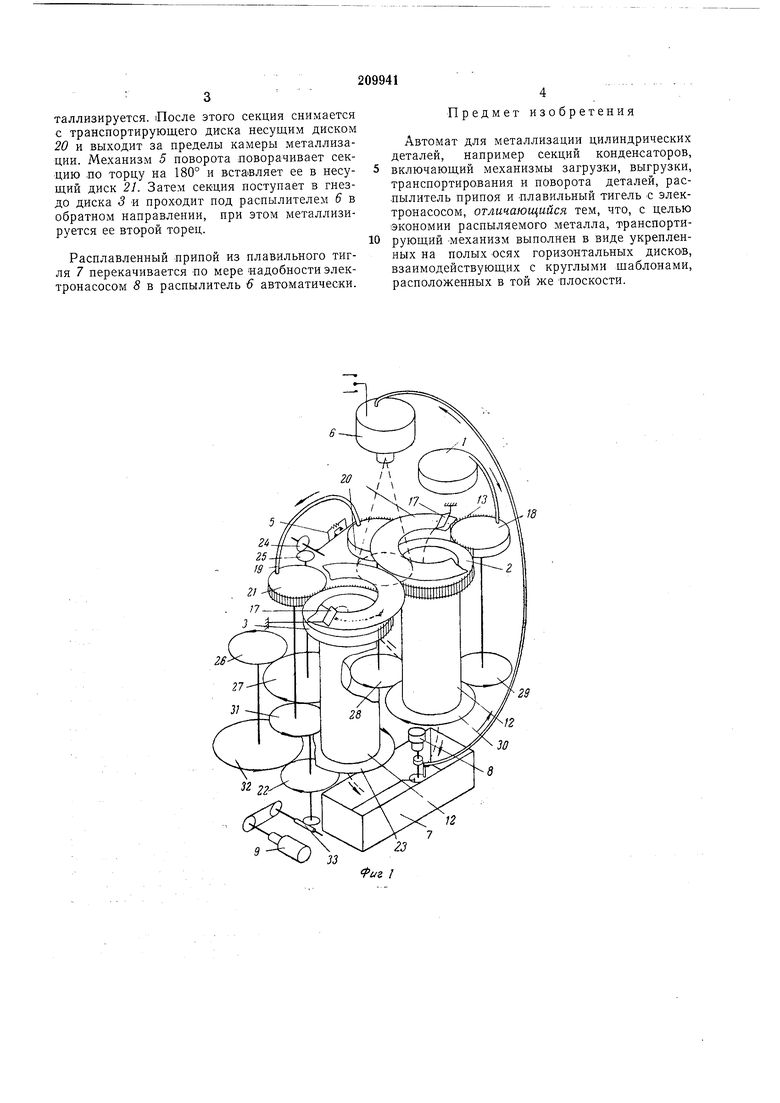
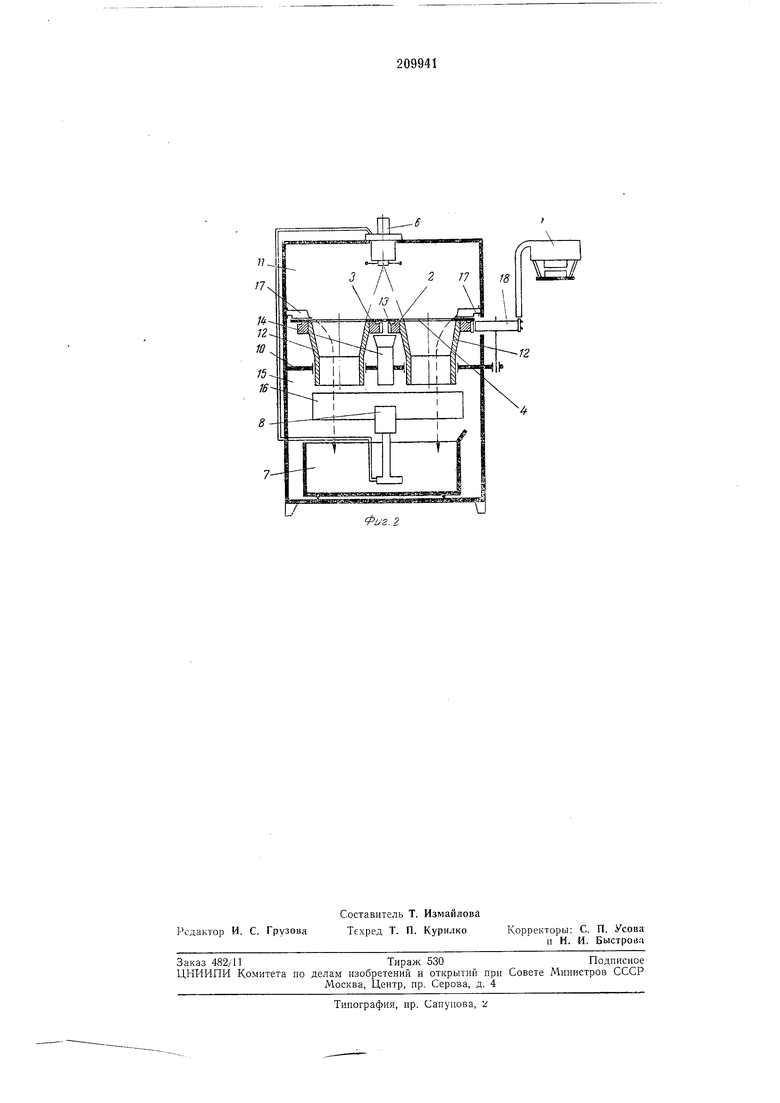
Схема автомата для металлизации цилиндрических деталей и его общий вид представлены на фиг. 1 и 2.
Автомат содержит механизм 1 загрузки секций, транспортирующий механизм в виде горизонтальных дисков 2 и 3, взаимодействующих € круглыми шаблонами 4, механизм 5 поворота секций, распылитель 6 жидкого припоя, плавильный тигель 7 с электронасосом 8 и электропривод 9.
В отверстиях нижнего основания 10 камеры Л металлизации расположены рядом две полые оси 12, выполненные в виде воронок. Па каждой из полых осей размещен транспортирующий диск с гнездами для секций 13. Полые оси с транспортирующими дисками установлены так, что шаблоны находятся в одной горизонтальной плоскости с небольшим зазором между ними. Под шаблонами имеется воронка
14, лроходящая -через отверстие нижнего основания камеры металлизации. Пыль припоя из нижней камеры 15 отсасывается через отверстия полых осей при помощи вытяжной вентиляции 16.
К верхнему основанию камеры металлизации крепится распылитель 6 припоя, расположенный над точкой максимального сближения шаблонов и предназначенный для металлизации деталей, движущихся двумя рядами под ним. Пож 17 снимает слой металла с шаблонов. Электронасос 8 служит для автоматической перекачки расплавленного припоя.
Механизм загрузки подает детали в гнезда загрузочного диска 18. Механизм 5 поворота выполнен в 1виде пустотелого полукольца 19, опущенного своими концами на два несущих диска 20 и 21, Загрузочный, транспортирующий и несущий диски, а также вращающийся толкатель соединены между собой шестернями 22-32, вращение которым передается через червячный редуктор 33.
Автомат работает следующим образом.
таллизируется. После этого секция снимается с транспортирующего диска несущим диском 20 и выходит за пределы камеры металлизации. Механизм 5 поворота цоворачивает секцию ло торцу на 180° и вставляет ее в несущий диск 21. Затем секция поступает в гнездо диска 3 и проходит под распылителем 6 в обратном направлении, при этом металлизируется ее второй торец.
Расплавленный припой из плавильного тигля 7 перекачивается по мере «адобности электронасосом 5 в распылитель € автоматически.
предмет изобретения
Автомат для металлизации цилиндрических деталей, например секций конденсаторов, включающий механизмы загрузки, выгрузки, транспортирования и поворота деталей, распылитель припоя и плавильный тигель с электронасосом, отличающийся тем, что, с целью экономии распыляемого металла, транспортирующий Механизм выполнен в виде укрепленных на полых осях горизонтальных диско В, взаимодействующих с круглыми шаблонами, расположенных в той же плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлизации | 1972 |
|
SU440706A1 |
| Устройство для металлизации торцов секций конденсаторов | 1979 |
|
SU788201A1 |
| ПЛАВИЛЬНЫЙ УЗЕЛ ДЛЯ ИНДУКЦИОННОЙ ПЕРЕПЛАВКИ МЕТАЛЛИЧЕСКИХ РАДИОАКТИВНЫХ ОТХОДОВ | 2019 |
|
RU2753924C2 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU291993A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
2ff
12
23
Фиг. 2
