(54) УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗ.ЛЦИИ ТОРЦОВ СЕКЦИЙ КОЦДЕНСАТОРОВ
I
изобретение относится к производству радиодеталей и может быть использовано для нанесения металлического покрытия на торцы секций конденсаторов, а также в других отраслях производства, где требуется нанесение покрытий на торцы деталейИзвестны устройства для металлизации торцов цилиндрических секций конденсаторов, выполняющие следующие операции: загрузку секций в рабочие гнезда транспортирующего узла с трафаретом, транспортировку их на позицию металлизации, выгрузку секций в поток, очистку трафарета от избыточного припоя. Транспортирующий узел представляет собой дисковый транспортер, по наружной окружности которого расположены рабочие гнезда в виде пазов, в которые загружаются секции, при этом ось секции в рабочем гнезде направлена параллельно оси врдщения дискового транспортера. Ширина диска транспортера равна длине секции. По бокам дискового транспортера с обеих сторон крепятся упругие трафареты, имеющие в местах расположения секций напротив их торцов окна, через которые напыляемый припой попадает на торцы секций 1, 2 и 3.
Недостатком этих устройств является низкое качество изделий, обусловленное тем, что распыляемый припой попадает на цилиндрическую часть секции или покрывает торец секции полностью в зависимости от диаметра секции конденсаторов, которые имеют большой разброс для конденсаторов одного номинала.
Цель изобретения - повыщение качества изделий.
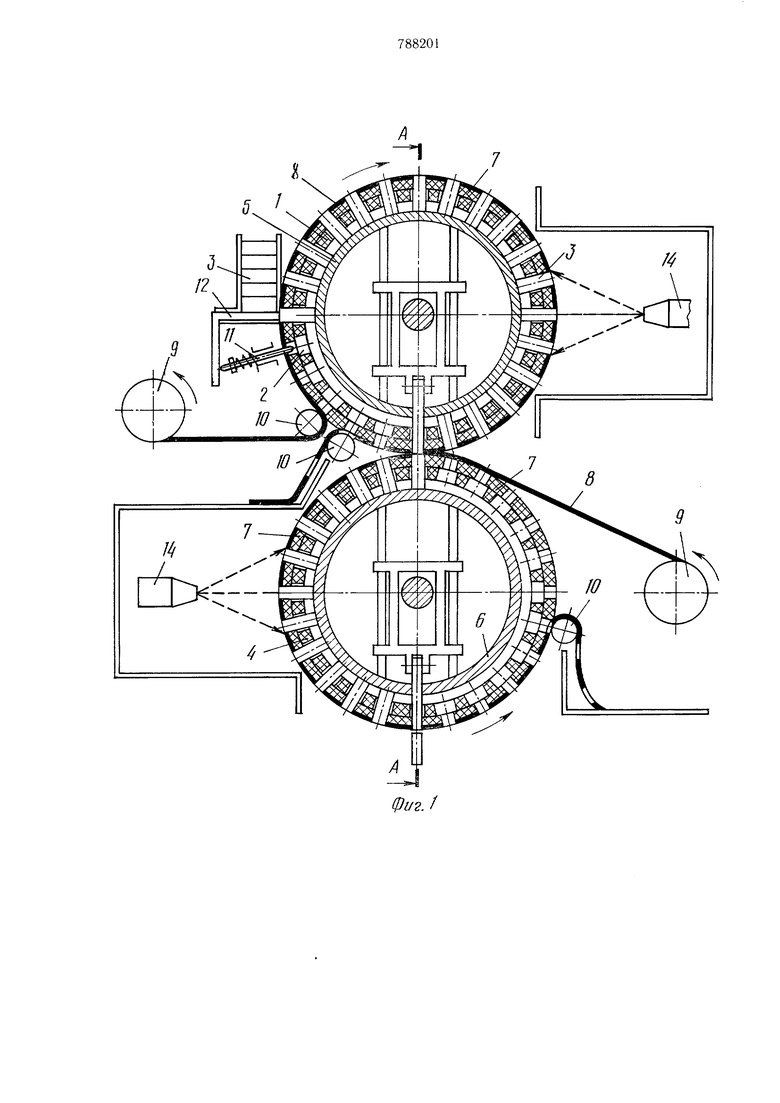
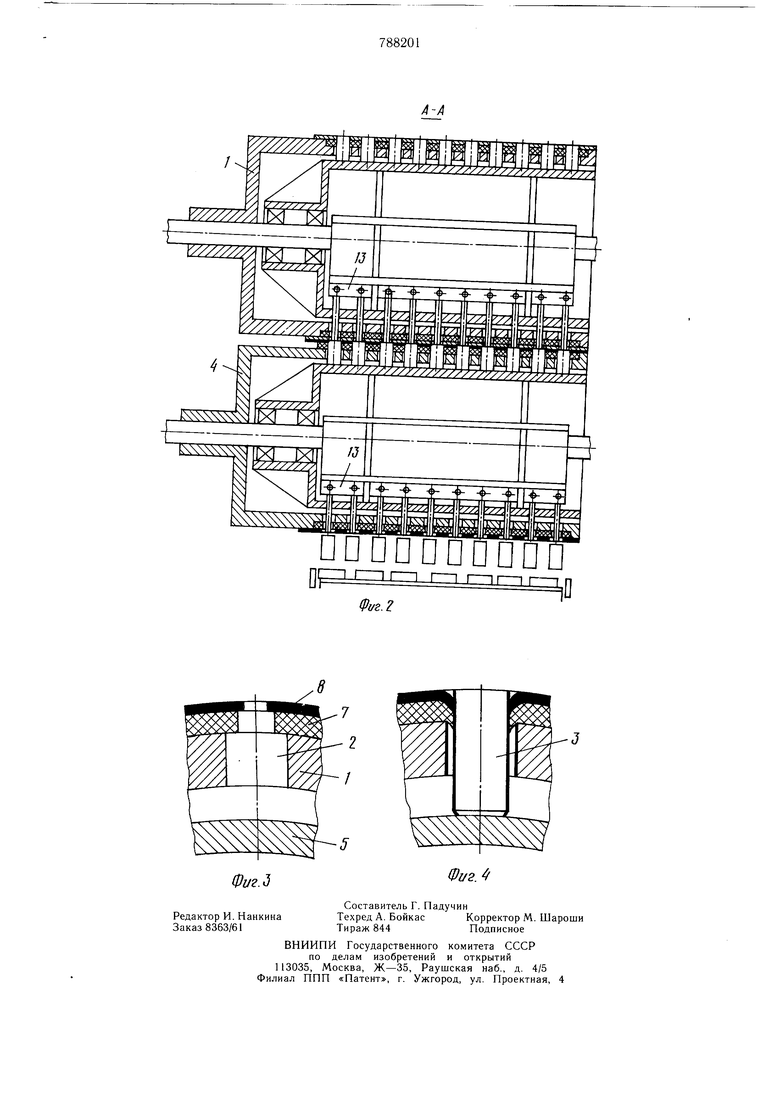
Цель достигается тем, что в устройстве для металлизации торцов секций конден10саторов, содержащем связанный с приводным механизмом транспортирующий ротор с гнездами для размещения секций, трафарет и узел металлизации, гнезда транспортирующего ротора выполнены в виде
15 отверстий, расположенных на цилиндрической поверхностч ротора, а трафарет выполнен двухслойным, в виде расположенного над гнездами ротора слоя упругого эластичного материала, например резины, с отверстиями, диаметр которых меньще диаметра металлизируемых секций, и бумажной ленты, охватывающей первый слой. Кроме того, устройство снабжено механизмом прокалывания отверстий в бумажной ленте трафарета, выполненным в виде гребенки, связанной с приводным механизмом. При этом с целью металлизации второго торца секций, оно снабжено дополнительным транспортирующим ротором и трафаретом, причем оси роторов параллельны. На фиг, 1 изображено устройство, общий вид, в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - трафарет после прокола бумажной ленты; на фиг. 4 - трафарет с вставленной секцией конденсатора. Устройство содержит связанный с приводным механизмом (на чертеже не показан транспортирующий ротор 1 с гнездами 2 для размещения секций 3 конденсаторов и дополнительный транспортирующий ротор 4, аналогичный ротору 1. Внутри роторов 1 и 4 находятся неподвижные цилиндры 5 и 6, служащие опорой загрузке в гнезда 2 ц во время их перемещения. Трафарет для защиты цилиндрической части металлизируемых секций 3 выполнен а виде слоя резины 7 с отверстиями, закрепленного неподвижно на цилиндрической поверхности роторов 1 и 4 и бумажной ленты 8, охватывающей слой резины 7 и сматывающейся с бобины 9 через ролики 10. Диаметр отверстий в слое резины 7 выполнен меньщим, чем диаметр секций -3. Для прокалывания отверстий в бумажной ленте 8 устройство снабжено механизмом 11, выполненным в виде гребенки, связанной с приводным механизмом. Для загрузки секций 3 в гнезда 2 ротора 1 служит механизм 12 загрузки, а для выгрузки секций из роторов 1 и 4 - механизмы 13 выгрузки, расположенные внутри роторов. Напыление припоя на торцы секций осуществляется узлами 14 механизма. Устройство работает следующим образом Секции 3 механизмом 12 загрузки вводятся торцом через отверстия трафарета в гнезда 2 транспортирующего ротора 1 до упора в цилиндр 5. При этом секция 3 зажимается слоем резины 7, в отверстия которого она при своем движении затягивает часть бумажной ленты 8. Бумажная лента 8 поступает на позицию загрузки с проколотыми механизмом 11 отверстиями, диаметр которых меньще диаметра отверстий в слое резины 7. Таким образом секция 3 оказывается надежно зафиксирована в гнезде 2 и защищена от попадания припоя на ее цилиндрическую поверхность. Затем секции 3 поступают на позицию металлизации и далее - на позицию выгрузки, где посредством механизма 13 выгрузки секции 3 перемещаются в гнезде ротора 4, прокалывая при этом слой бумажной нити трафарета на этом роторе. Затем происходит металлизация другого торца секций, после чего они выгружаются из устройства. Формула изобретения 1.Устройство для металлизации торцов секций конденсаторов, содержащее связанный с приводным механизмом транспортирующий ротор с гнездами для размещения секций, трафарет и узел металлизации, отличающееся тем, что, с целью повыщения качества изделий, гнезда транспортирующего ротора выполнены в виде отверстий, расположенных на цилиндрической поверхности ротора, а трафарет выполнен двухслойным, в виде расположенного над гнездами ротора слоя упругого эластичного материала, например резины, с отверстиями, диаметр которых меньще диаметра металлизируемых секций, и бумажной ленты, охватывающей первый слой. 2.Устройство по п. 1, отличающееся тем, что оно снабжено механизмом прокалывания отверстий в бумажной ленте трафарета, выполненным а виде гребенки, связанной с приводным механизмом. 3.Устройство по п. 1, отличающееся тем, что, с целью металлизации второго торца секций, оно снабжено дополнительным транспортирующим ротором с трафаретом, причем оси роторов параллельны. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 1155425, кл. Н 01 G 28.04.58. 2.Лебедевский М. С. и др. Автоматизация производства конденсаторов. М., «Энергия, 1976, с. 71-80. 3.Авторское свидетельство СССР № 291993, кл. С 23 С 7/00, 06.01.71 (прототип).
DDDnDDDDDD
дрпг-пг-п г-1Г-пг-1г-п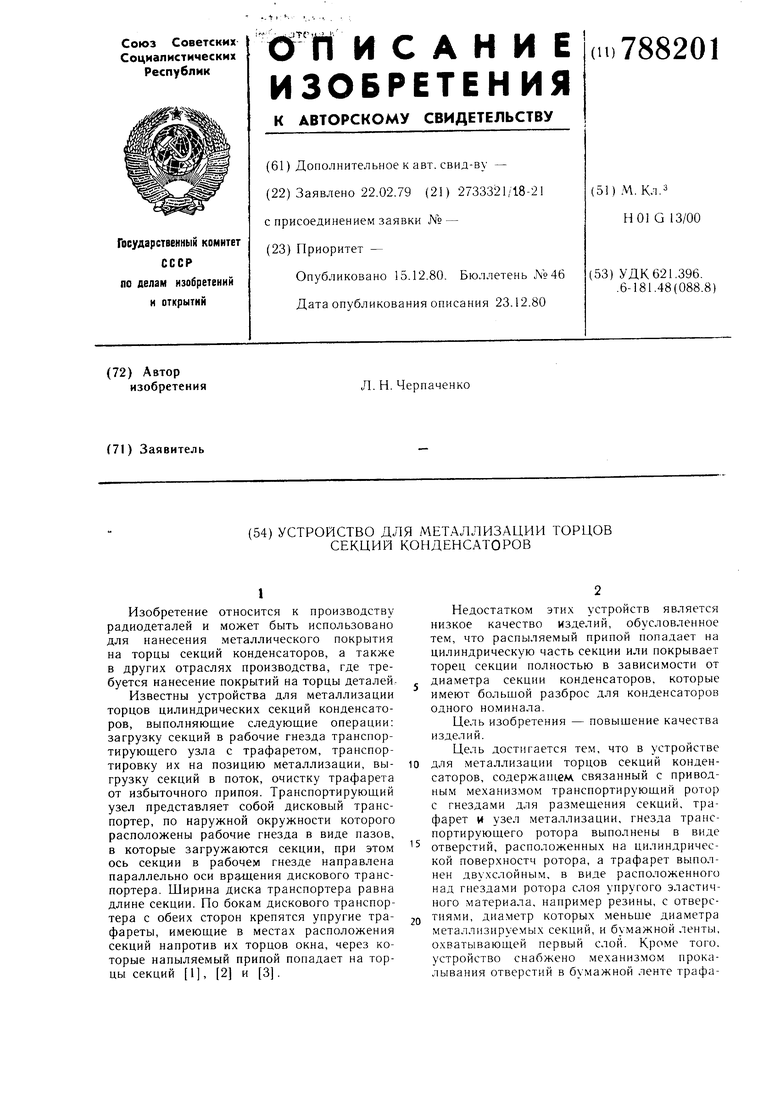

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлизации | 1972 |
|
SU440706A1 |
| Устройство для транспортирования радиодеталей | 1974 |
|
SU600626A1 |
| АВТОМАТ ДЛЯ МЕТАЛЛИЗАЦИИ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1968 |
|
SU209941A1 |
| Автоматическая линия для сборки конденсаторов цилиндрической формы с осевыми выводами и устройство для обертывания конденсаторов липкой лентой | 1989 |
|
SU1702443A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU291993A1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ТОРЦОВ ЩШШДРИ-ЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU432931A1 |
| Устройство для упаковки изделий между лентами,преимущественно секций конденсаторов | 1979 |
|
SU907601A1 |
| Устройство для приварки выводов к секциям конденсаторов | 1976 |
|
SU668021A1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЖИВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ РАДИОДЕТАЛЕЙ | 1972 |
|
SU342231A1 |