Изобретение относится к оборудованию для производства покрышек пневматических шин и предназначено для сборки покрьачек пневматических шин.
Известна линия для сборки покрышек пневматических шин, содержащая несколько операционных станков, совертаюших последовательные операции сборки покрьшек на сборочных барабанах, перемещаемых от станка к станку транспортирующим устройством, транспортные каретки и бобины для деталей собираемых покрышек.
Недостатком линии является то, что она занимает значительную производственную площадь. Линия расположена в горизонтальной плоскости и снабжена рельсовьгм путем, выполненны в виде замкнутого овала, вдоль которого установлены операционные станки плоо1адь внутри овала и с внешних сторон его используется нерационально.
Только около 30-40% производственной плов1ади занято оборудованием.
Кроме того,- на линии затруднено обслуживание и питание заготовками операционных станковs Рабочее место сборщиков размещено на рельсовых путях, по которым перемещаются транспортирующие.устройства со сборочными барабанами.
Для питания операционных станков деталями собираемой покрышки необходима сеть подвесных монорельсовых путей с подвесными транспортными каретками. Это также затрудняет обслуживание и питание станков,
Недостатки указанной вьппе линии частично устранены в другой известной линии, которая содержит смонтированные на расположенном в вертикальной плоскости приводном замкнутом конвейере сборочные барабаны, установленные по его ходу механизмы для Последовательного осуществления технологических операций по сборке покрышек, бобины с заготовками и контейнеры с деталями покрьшек.
Однако эта линия также занимает значительную производственную площадь, так как большая часть механизмов для последовательного осуп1ествления технологических операций по сборке покрьшек и бобины с заготовками расположены на одном горизонтальном уровне.
Целью изобретения является сокращение занимаемой линией производственной площади.
Поставленная цель достигается тем что механизм для последовательного. осуществления технологических операций по сборке покрьш1ек установлен зтажно, а приводной замкнутый конвейер снабжен шарнирными подвесками дл крепления сборочных барабанов, Дпя обеспечения бесперебойного питания механизмов заготовками и деталями в линию введены дополнительные замкнутые цепные транспортеры, установленные параллельно вертикальным ветвям приводного замкнутого конвей ра.
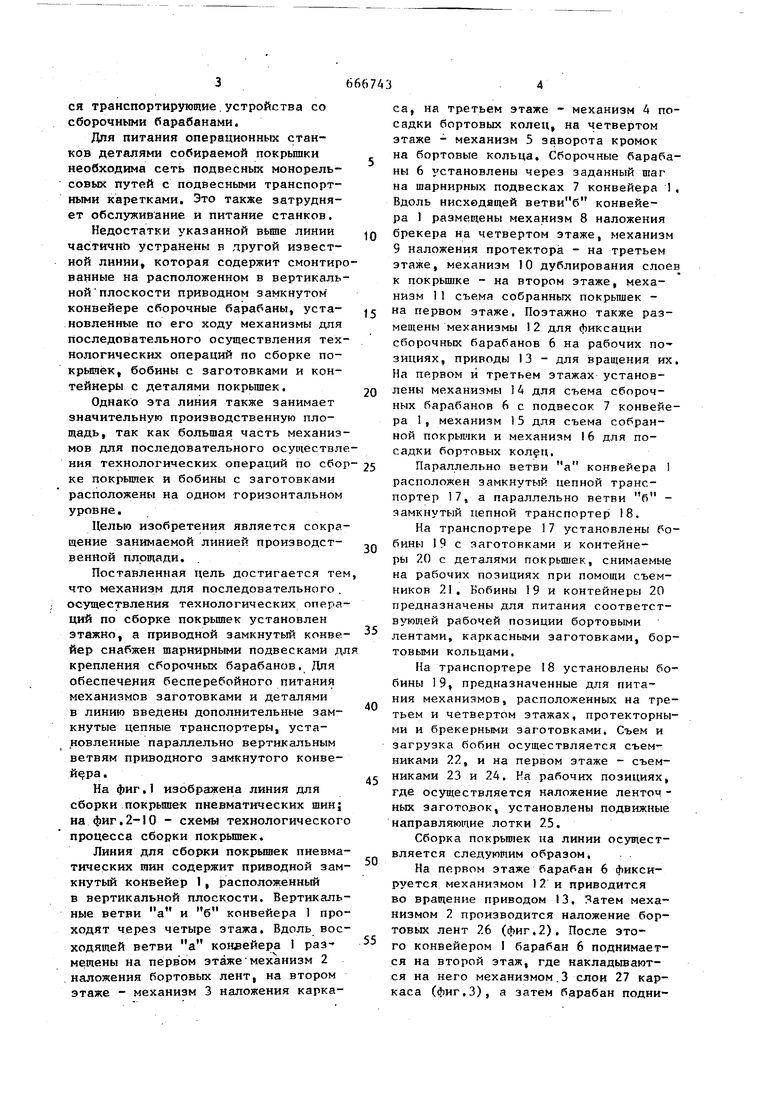
На фиг.1 изображена линия для сборки покрышек пневматических шин; на фиг.2-10 - схемы технологического процесса сборки покрьш ек.
Линия для сборки покрьш1ек пневматических шин содержит приводной замкнутый конвейер 1, расположенный в вертикальной плоскости. Вертикальные ветви а и б конвейера 1 проходят через четыре зтажа. Вдоль восходящей ветви а конзейера i раз- мещены на первом этаже механизм 2 наложения бортовых лент, на втором этаже - механизм 3 наложения каркаса, на третьем этаже - механизм А посадки бортовых колец, на четвертом этаже - механизм 5 заворота кромок на бортовые кольца. Сборочные барабаны 6 установлены через заданный шаг на шарнирных подвесках 7 конвейера 1. Вдоль нисходящей ветви б конвейера 1 размещены механизм 8 наложения брекера на четвертом этаже, механизм 9 наложения протектора - на третьем этаже, механизм 10 дублирования слоев к покрьш1ке - на втором этаже, механизм 1 1 съема собранных покрьш1ек на первом этаже. Поэтажно также размещены механизмы 2 для фиксации сборочных барабанов 6 на рабочих по зициях, приводы 13 - для вращения их. На первом и третьем этажах установлены механизмы 14 для съема сборочных барабанов 6 с подвесок 7 конвейера 1, механизм 15 для съема собранной покрьлчки и механизм 16 для посадки бортовых .
Параллельно ветви а конвейера 1 расположен замкнутый цепной транспортер 17, а параллельно ветви б замкнутый цепной транспортер 18.
На транспортере 17 установлены бобины 19 с заготовками и контейнеры .0 с деталями покрьш1ек, снимаемые на рабочих позициях при помощи съемников 21. Бобины 19 и контейнеры 20 предназначены для питания соответствующей рабочей позиции бортовыми лентами, каркасными заготовками, бортовьп и кольцами.
На транспортере 18 установлены бобины 19, предназначенные для питания механизмов, расположенных на третьем и четвертом этажах, протекторными и брекерными заготовками. Съем и загрузка бобин осуществляется съемниками 22, и на первом этаже - съемниками 23 и 24. Игг рабочих позициях, где осуществляется наложение ленточ ных заготовок, установлены подвижные направляющие лотки 25.
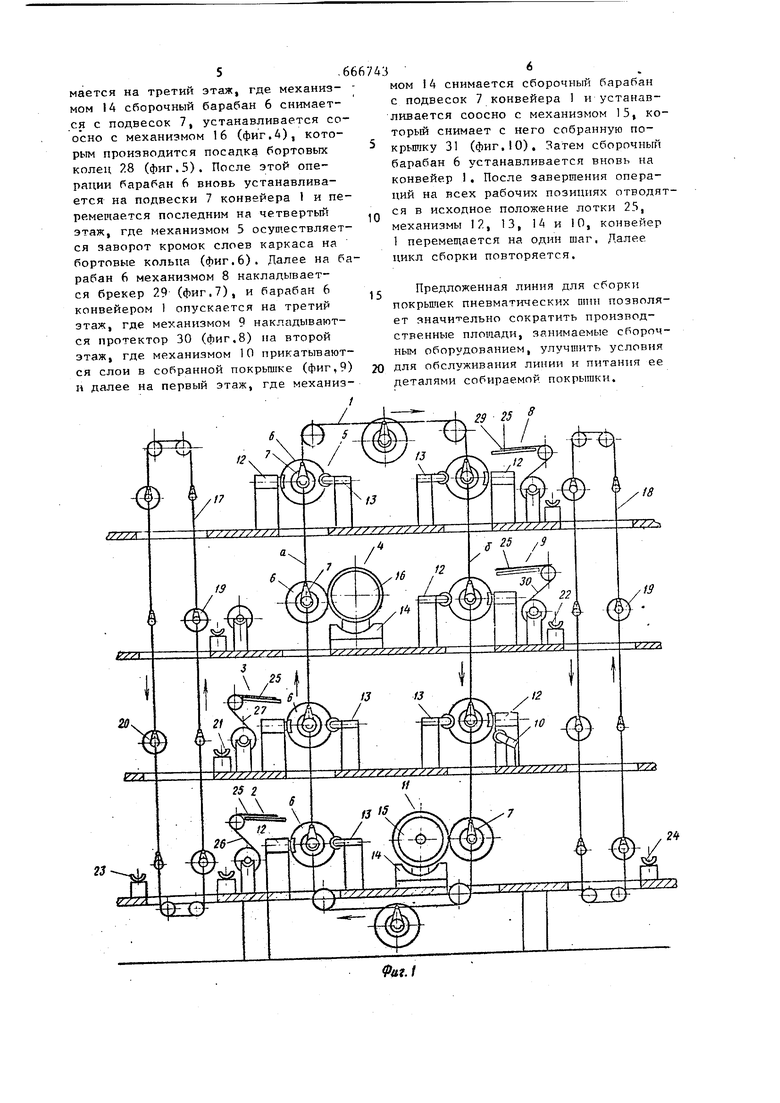
Сборка покрьплек на линии осуществляется следующим образом.
На первом этаже бараРан 6 фиксируется механизмом 12 и приводится во вращение приводом 13. Затем механизмом 2 производится наложение бортовых лент 26 (фиг.2). После этого конвейером 1 барабан 6 поднимается на второй этаж, где накладываются на него механизмом.3 слои 27 каркаса (фиг.З), а затем барабан поднимается на третий этаж, где механизмом 14 сборочный барабан 6 снимается с подвесок 7, устанавливается соосно с механизмом 16 (фиг,4), которым производится посадка бортовых колец .8 (фиг.5), После этой операции барабан 6 вновь устанавливается на подвески 7 конвейера I и перемеп1ается последним на четвертый этаж, где механизмом 5 осуществляется заворот кромок слоев каркаса на бортовые кольца (фиг.6). Далее на барабан 6 механизмом 8 накладывается брекер 29 (фиг.7), и барабан 6 конвейером 1 опускается на третий этаж, где механизмом 9 накладываются протектор 30 (фиг,8) па второй этаж, где механизмом 10 прикатываются слои в собранной покрышке (фиг,9) п далее на первый этаж, где механизмом 14 снимается сборочный барабан с подвесок 7 конвейера 1 и устанавливается соосно с механизмом 15, который снимает с него собранную покрьшжу 31 (фиг.10), Затем сборочный барабан 6 устанавливается вновь на конвейер 1, После завершения операпий на всех рабочих позициях отводятся в исходное положение лотки 25, механизмы 12, 13, 14 и 10, конвейер 1 перемещается на один шаг, Далее цикл сборки повторяется.
Предложенная линия для сборки покрьтек пневматических шпн позволяет значительно сократить производственные площади, занимаемые сборочным оборудованием, улучшить условия для обслуживания линии и питания ее деталями собираемой покрышки. 29 25 f
26 626
Z / /
2ff 2726
У //
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110661A2 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1120598A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1987 |
|
SU1452707A2 |
| Устройство для съема каркасов покрышек со сборочного барабана | 1987 |
|
SU1445980A1 |
иШНИЯ ЛЛЯ СБОРКИ ПОКРЬШ'ЕК ПНЕВМАТИЧЕСКИХ 1ЧИН, содержащая смонтированные на расположенном в вертикальной плоскости приводном замкнутом конвейере сборочные барабаны, установленные по его ходу механизмыдля последовательного осуществления технологических операций по сборке .покрытек, бобины с заготовками и контейнеры с деталями покрьппек, отличающаяся тем, что, с целью сокращения занимаемой линией производственной площади, механизмы для последовательного осуществления технологических операций по сборке по- крыпек установлены этажно, а приводной замкнутый конвейер снабжен шарнирными подвесками для крепления' сборочных барабанов.2, Линия по п. 1,отлича1л- щ а я с я тем, что, с целью обеспечения бесперебойного питания механизмов заготовками и деталями, в линию введены дополнительные замкнутые- цепные транспортеры, установленные параллельно вертикальным ветвям приводного замкнутого конвейера.(Л
fug.2
Фиг.З
гв 2728
9/-
Риг. 9
Фиг. 10
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Солесос | 1922 |
|
SU29A1 |
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
