Изобретение относится к прессформам для изготовления гнуто-выклейных деталей глубокого профиля, -применяемым в деревообрабатывающей промышленности для изготовления, например, заготовок сидений и спинок стульев (кресел) глубокого профиля, ящиков для мебели, корпусов телевизоров и радиоприемников и т. п.
Известна прессформа, включающая пуансон и составную матрицу, выполненную из средней неподвижной и боковых подвижных частей.
Для упрощения Привода боковых частей матрицы предлагается встраивать в последние силовые цилиндры, подключаемые к гидросистеме пресса.
Кроме того, прессф-арма может быть снабжена контактными электронагревателями, что позволяет регулировать температуру.
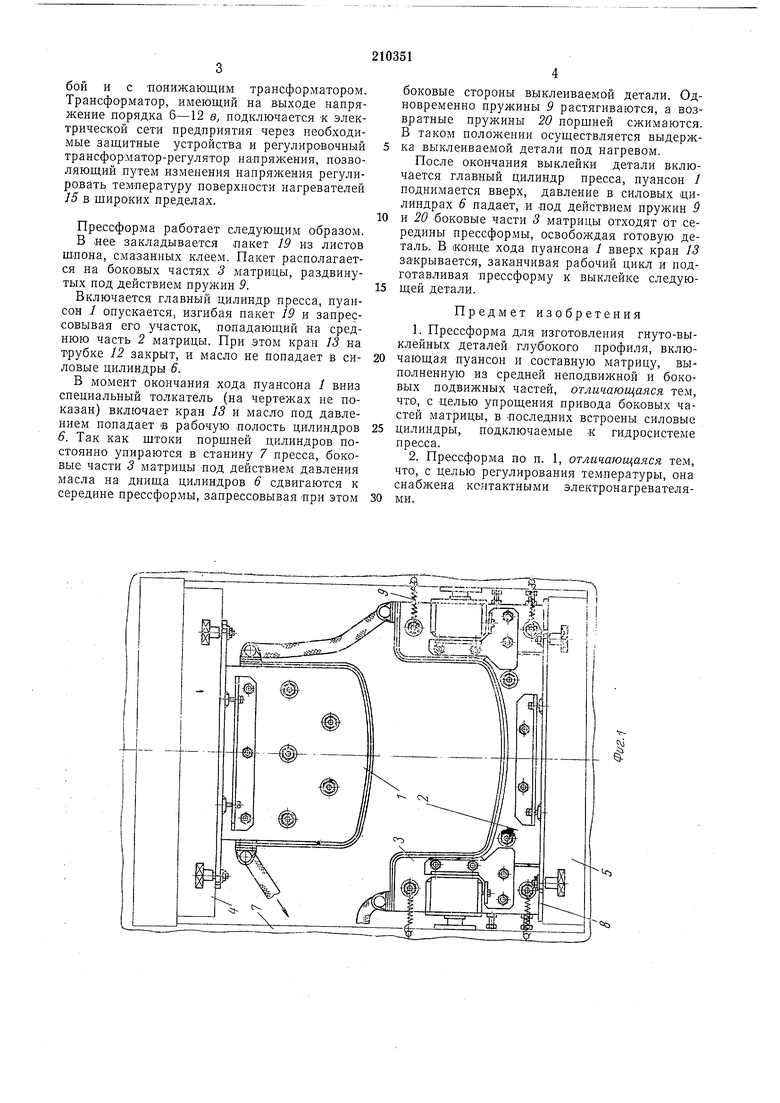
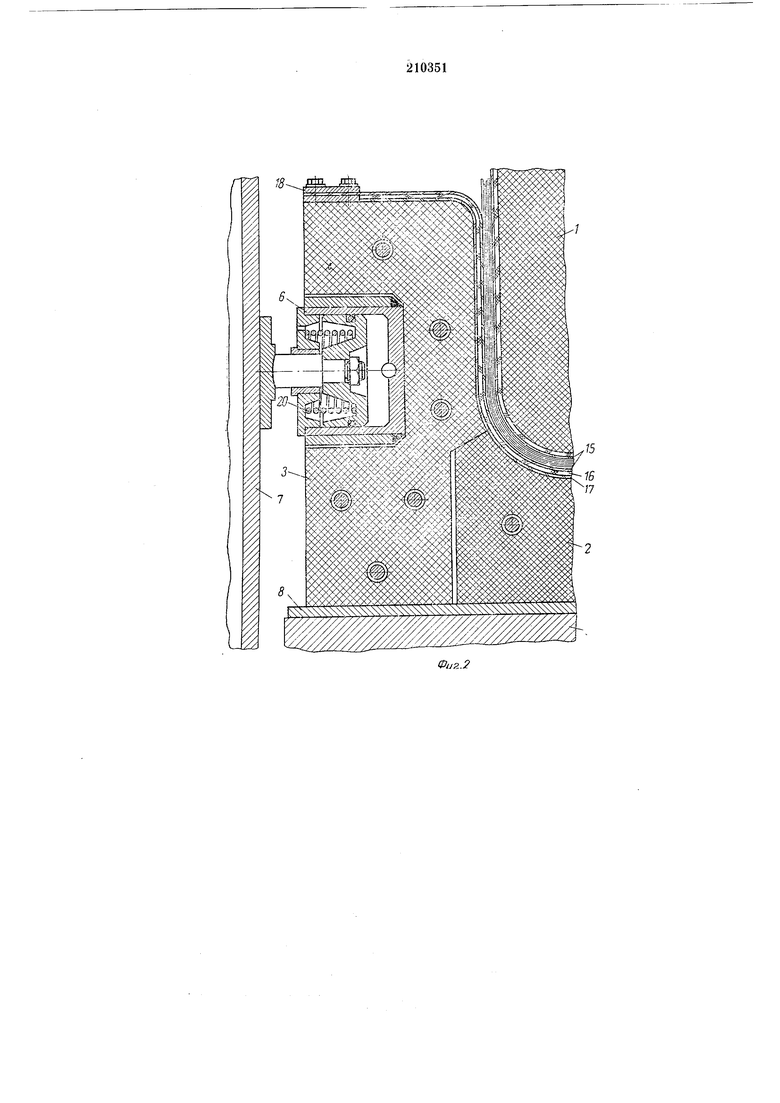
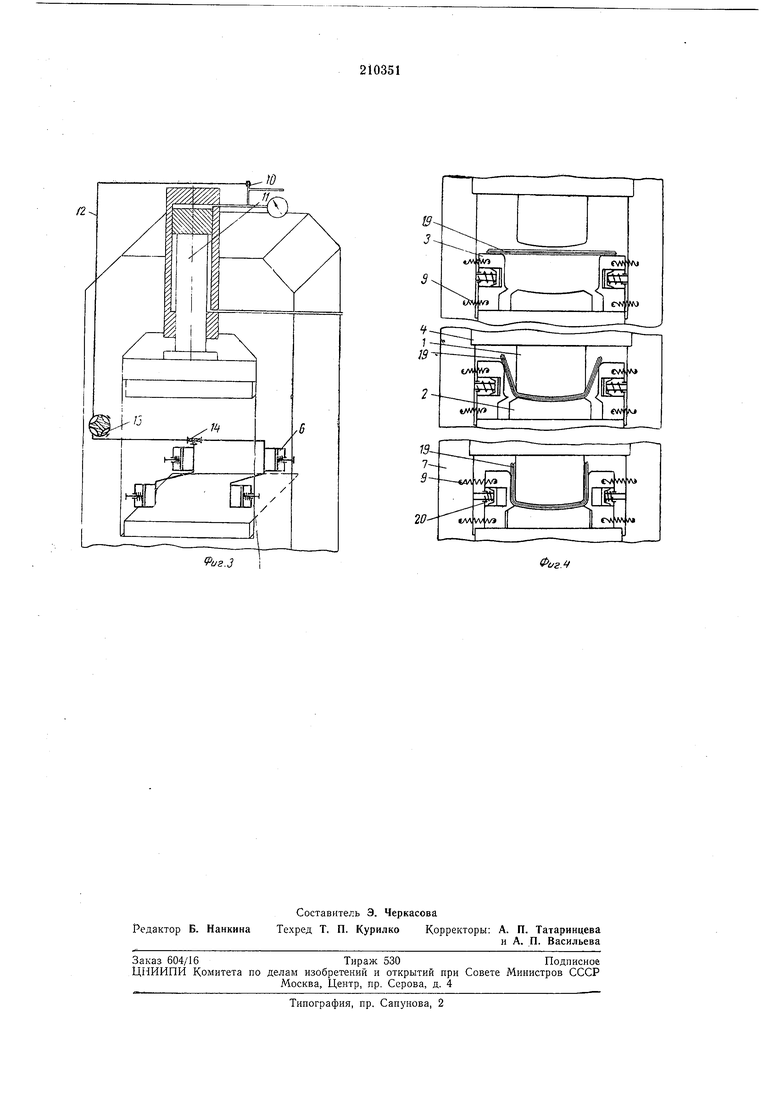
На фиг. 1 изображена прессформа, общий вид; на фиг. 2 - боковая часть матрицы в разрезе; на фиг. 3 - схема гидросистемы прессформы; на фиг. 4 - схема работы прессформы.
П|рессфор.ма для изготовления гнуто-выклейных деталей глубокого .профиля состоит из пуансона 1 и матрицы, выполненной из средней неподвижной 2 и боковых подвижных 3 Частей. Пуансон подващивается к подвижной траверсе 4 пресса, а матрица устанавлиВается йа столе 5 пресса. Детали матрицы и пуансона изготовлены из древесно-слоистого пластика или фанерной плиты.
В боковые части матрицы встроены силовые цилиндры 6, подключаемые к гидросистеме пресса. Штоки порщней цилиндров упираются в станину 7 пресса. Боковые части матрицы свободно перемещаются к середине прессформы ло листу 8 основания матрицы и по окончании вььклейки деталей отводятся назад пружинами 9.
Масло из гидросистемы пресса поступает через отвод 10, установленный на магистрали главного цилиндра 11 пресса, в корпус пробки для выпуска воздуха из системы по трубке 12, через кран 13 и тройник 14 к силовым цилиндрам 6.
На деталях матрицы и на пуансоне установлены контактные электронагреватели 15, изготовленные из листового материала высокого омического сопротивления (нержавеющая сталь, оловянно-фосфористая бронза и т. п.), покрытые изолирующим материалом 76 (асбест, паронит) и тонким стальным листом 17, уложенным на матрице для обеспечения качественной поверхности выклеиваемой детали по линии стыка средней 2 и боковой 3 частей матрицы. Нагреватели 15 при помощи контактных пластин 18 соединены между собой и с понижающим трансформатором. Трансформатор, имеющий на выходе напряжение порядка 6-12 в, иодключается к электрической сети предприятия через необходимые защитные устройства и регулировочный трансформатор-регулятор напряжения, позволяющий путем изменения напряжения регулировать температуру поверхности нагревателей 15 в широких пределах.
Прессформа работает следующим образом.
В нее закладывается пакет 19 из листов щпона, смазанных клеем. Пакет располагается на боковых частях 3 матрицы, раздвинутых под действием пружин 9.
Включается главный цилиндр пресса, пуансон 1 опускается, изгибая пакет 19 и запрессовывая его участок, попадающий на среднюю часть 2 матрицы. При этом кран 13 на трубке 12 закрыт, и масло не попадает в силовые цилиндры 6.
В момент окончания хода пуансона / вниз специальный толкатель (на чертежах не показан) включает кран 13 и масло под давлением попадает в рабочую полость цилиндров 6. Так как штоки поршней цилиндров постоянно упираются в станину 7 пресса, боковые части 3 матрицы под действием давления масла на днища цилиндров 6 сдвигаются к середине прессформы, запрессовывая яри этом
боковые стороны выклеиваемой детали. Одновременно пружины 9 растягиваются, а возвратные пружины 20 поршней сжимаются. В таком положении осуществляется выдержка выклеиваемой детали под нагревом.
После окончания выклейки детали включается главный цилиндр пресса, пуансон / поднимается вверх, давление в силовых цилиндрах 6 падает, и под действием пружин 9
и 20 боковые части 3 матрицы отходят от середины прессформы, освобождая готовую деталь. В конце хода пуансона / вверх кран 13 закрывается, заканчивая рабочий цикл и подготавливая прессформу к выклейке следующей детали.
Предмет изобретения
1.Прессформа для изготовления гнуто-выклейных деталей глубокого профиля, включающая пуансон и составную матрицу, выполненную из средней неподвижной и боковых подвижных частей, отличающаяся тем, что, с целью упрощения привода боковых частей матрицы, в последних встроены силовые
цилиндры, подключаемые к гидросистеме пресса.
2.Прессформа по п. 1, отличающаяся тем, что, с целью регулирования температуры, она снабжена контактными электронагревателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОКЛЕЕННЫХ ДЕТАЛЕЙ ГЛУБОКОГО ПРОФИЛЯ | 1971 |
|
SU313666A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1968 |
|
SU232057A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Устройство к прессу простого действия для крепления сменного инструмента | 1980 |
|
SU927376A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ РАБОЧЕЙ ЗОНЫ ПРЕССА | 1992 |
|
RU2094156C1 |
| ПРЕСС ДЛЯ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ НИЗА ОБУВИ | 1948 |
|
SU85892A1 |
| Штамп для резки профильного материала | 1989 |
|
SU1775242A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 2007 |
|
RU2355518C2 |
| Способ изготовления плакированных формовочных матриц | 1985 |
|
SU1310059A1 |
Уиг.З
- 3
If fn
ел Л1
у,ГГ
Фиг.Ч
