Изобретение относится к механизации работ при обработке металлов давлением.
Известно устройство для удаления деталей из рабочей зоны содержащее поворотный рычаг, шарнирно установленный на нижней части штампа и приводной элемент поворотного рычага, шарнирно смонтированный на верхней части штампа с возможностью взаимодействия с поворотным рычагом, причем, приводной элемент поворотного рычага выполнен в виде магнита. [Авт. св. СССР N 1174138, М. кл. В 21 D 45/00, В 30 В 15/32, 1983]
Недостатком данного устройства является ограниченная технологическая возможность и вероятность несрабатывания магнита, а также неполное исключение ручного труда при удалении деталей.
Наиболее предпочтительным и безопасным удалением деталей из штампа является удаление напровал [Авт. св. СССР N 1400726 М.кл. В 21 Л 35/00, 1988] Однако, данная конструкция сложна, для реализации способа необходим дополнительный подвод энергоносителя (сжатый воздух или жидкость) и синхронизация работы силового цилиндра и ползуна пресса.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для удаления деталей с вытянутой осью из рабочей зоны пресса, содержащее поток, упор с амортизирующей прокладкой и узел подъема деталей в виде вертикального цепного транспортера для деталей [Авт. св. СССР N 1136875, М.Кл. В 21 D 45/00; В 30 В 15/32, 1985]
Недостатками данного устройства является сложность конструкции.
Задача изобретения упрощение конструкции, повышение надежности и полное исключение ручного труда при удалении гнутых деталей.
Поставленная задача достигается конструктивным исполнением элементов устройства.
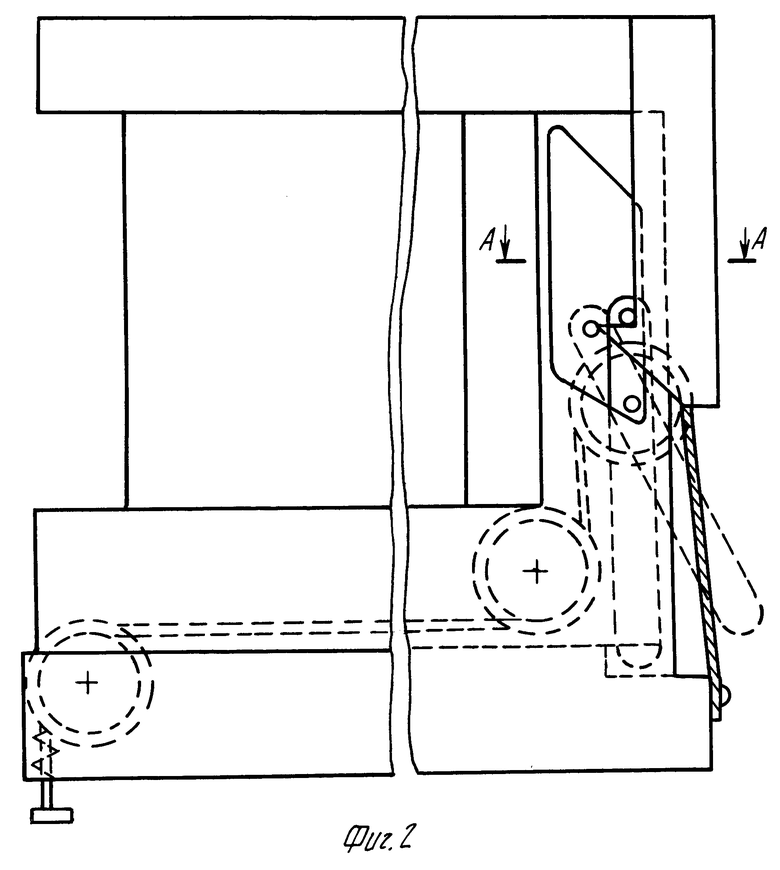
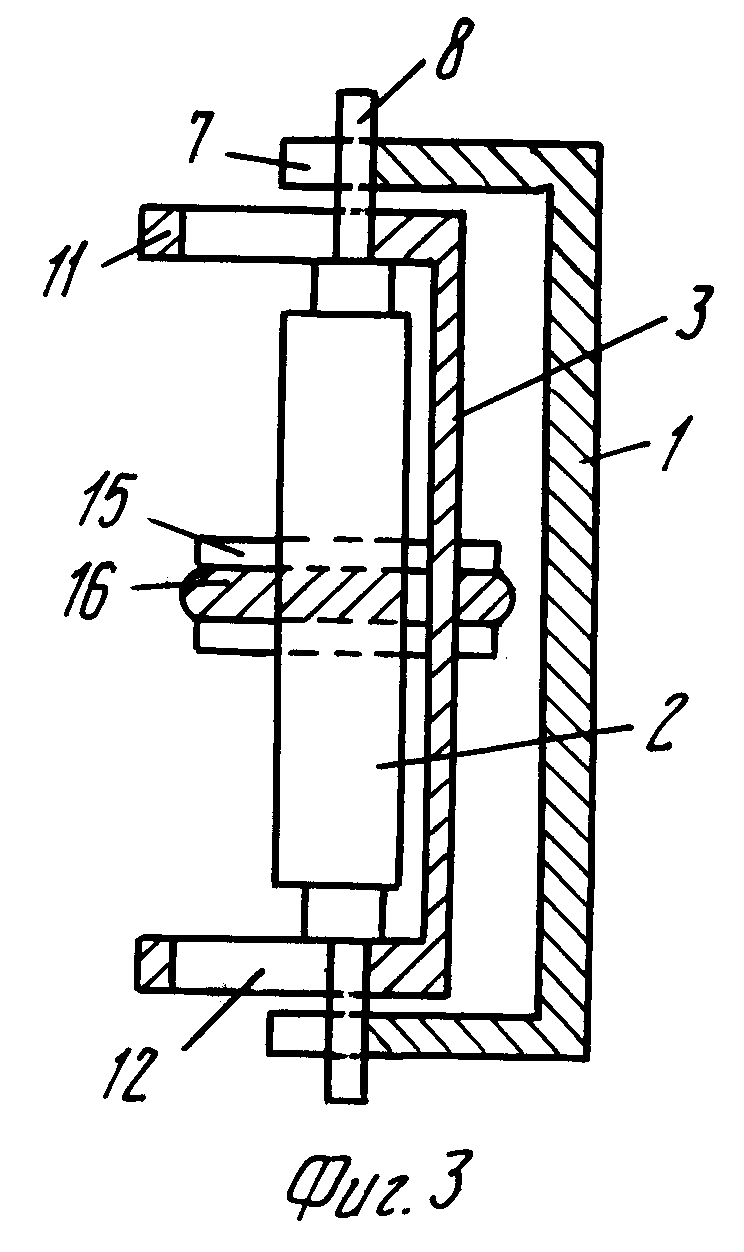
На фиг.1 изображено устройство, вид сбоку в верхней мертвой точке ползуна; на фиг.2 то же, в нижней мертвой точке ползуна пресса; на фиг.3 - сечение А-А фиг.2.
Устройство состоит из двух подвижных 1, 2 и неподвижного 3 элементов. Подвижный элемент 1 укреплен на верхней плите 4 штампа 5 и выполнен в виде П-образной полосы, один торец которой укреплен на плите 4, а другой выполнен в виде клапана 6, переходящего в захваты 7. Клин 6 и захваты 7 при перемещении верхней плиты 4 штампа 5 взаимодействуют со стержнем 8, установленным в верхней части другого подвижного элемента 2, выполненного в виде балансира со смещенной в верхнюю часть относительного центра осью 9.
Неподвижный элемент 3 устройства для удаления гнутых деталей укреплен на нижней плите 10 штампа 5 и выполнен также в виде двуугловой П-образной полосы, на боковых частях 11 (фиг.3) элемента 3 выполнены направляющие пазы 12 в виде наклонной трапеции. Внутри пазов 12 помещается ось балансира 2, опирающаяся на боковые части 11 элемента 3. Между элементом 3 и матрицей 13 установлен шкив 14. Такой же шкив 15 установлен на оси 9 балансира 2. Через шкифы 14 и 15 пропущен трос 16, один конец которого укреплен на нижней плите штампа 10, а другой конец связан с грузом 17 или с возвратной пружиной 18. Средней частью 19 трос 16 жестко связан с гибочным пуансоном 20 и обеспечивает последнему возвратно-поступательное перемещение. На верхней плите укреплена вырубная пуансон-матрица 22.
Предложенное устройство работает следующим образом. В исходном положении гибочный пуансон 20 находится под гибочной пуансон-матрицей 21. Подвижный элемент 1 укрепленный на верхней плите 4 штампа 5, находится над балансиром 2 (фиг. 1). При ходе ползуна пресса (условно не показан) вниз происходит вырубка и гибка детали. При этом клин 6 взаимодействует со стержнем 8 подвижного элемента (балансира) 2. При взаимодействии с клином 6 верхняя часть балансира 2 отклоняется (на фиг.2 влево). После прохождения стержнем 8 клина 6 и наклонного участка захвата 7 балансир 2 принимает вертикальное положение и стержень 8 попадает на захваты 7 подвижного элемента 2 (фиг.2). При ходе ползуна пресса вверх захваты 7 взаимодействуют со стержнем 8 балансира 2 и поднимают последний. Вместе с балансиром 2 поднимается шкив 15, установленный на оси 9 балансира 2, т.к. один конец троса 16 закреплен на нижней плите 10 штампа 5, то вместе с поднятием балансира 2 будет перемещаться другой конец троса 16, поднимая груз 17 или растягивая возвратную пружину 18. При этом будет осуществляться горизонтальное перемещение гибочного пуансона 20, который, как бы выползая из-под детали, открывает отверстие 21 в нижней плите 10 штампа 5 для удаления последней напровал. При этом стержень 8 соприкасается с вертикальным участком направляющих пазов 12 боковых частей 11 (фиг. 3) неподвижного элемента 3. Вертикальный участок направляющих пазов 12 плавно переходит в наклонный участок, взаимодействуя с которым, стержень 8 вновь наклоняет балансир 2. При этом стержень 8 смещается с захвата 7. После выхода из зацепления стержня 8 и захватов 7 балансир 2 перемещается вниз. Ось 9 опирается на нижнюю наклонную площадку направляющих пазов 12, и по ним балансир 2 с осью 9 возвращается в исходное положение. Одновременно груз 17 или возвратная пружина 18 возвращает трос 16 и гибочный пуансон 20 в исходное положение, закрывая отверстие 21 в нижней плите 9 штампа и обеспечивая возможность выполнения операций вырубки гибки (фиг.1).
При этом за время обратного хода ползуна пресса, т.е. его ход от НМТ до ВМТ, гибочный пуансон 20 совершает полный цикл возвратно-поступательного движения, а именно, смещается из-под пуансон-матрицы 22, обеспечивая открытие отверстия 21 в нижней плите 10 и удаление детали напровал, и возвращается в исходное положение.
После этого устройство для удаления деталей из рабочей зоны и штамп в целом готовы к следующему циклу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых деталей | 1986 |
|
SU1400726A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| Штамп многопуансонный | 1985 |
|
SU1344464A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для обтяжки с растяжением листовых деталей | 1989 |
|
SU1690902A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Способ получения отверстий с фасками | 1987 |
|
SU1488068A1 |
Использование: полное исключение ручного труда при удалении гнутых деталей из рабочей зоны пресса для обработки металлов давлением. Сущность: устройство содержит два подвижных и один неподвижный элемент. Подвижный элемент в виде балансира с осью и стержнем, причем последний взаимодействует со вторым подвижным элементом, имеющим боковые поверхности в виде клиновых захватов, а ось балансира перемещается в направляющих пазах неподвижного элемента. При обратном ходе ползуна балансир, трос, прикрепленный к гибочному пуансону вместе с последним совершают цикл возвратно-поступательного движения, обеспечивая удаление детали напровал. 3 ил.
Устройство для удаления деталей из рабочей зоны пресса, содержащее верхнюю приводную и нижнюю неподвижную плиту с гибочным пуансоном, закрепленный на нижней плите неподвижный элемент и подвижные элементы, отличающееся тем, что один из подвижных элементов выполнен в виде П-образной полосы, закрепленной на верхней плите одной своей торцевой поверхностью с боковыми поверхностями в части, примыкающей к другой ее торцевой поверхности, выполненными в виде клиновых захватов, другой подвижный элемент в виде балансира со смещенной от его центра осью и параллельным оси стержнем, проходящим через край балансира, к которому смещена ось, неподвижный элемент выполнен в виде П-образной полосы, закрепленной на нижней плите торцевой поверхностью, на боковых поверхностях которой выполнены направляющие пазы трапецеидальной формы для перемещения в них оси и стержня балансира, на оси балансира установлен шкив с пропущенным через него тросом, один конец которого жестко закреплен на нижней плите, другой соединен с грузом или возвратной пружиной, а средняя его часть жестко закреплена на гибочном пуансоне, при этом верхний и нижний подвижные элементы размещены с возможностью охвата одним другого при их взаимодействии.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для удаления деталей из рабочей зоны | 1983 |
|
SU1174138A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления гнутых деталей | 1986 |
|
SU1400726A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для удаления деталей с вытянутой осью из рабочей зоны пресса | 1982 |
|
SU1136875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
