Известны устройства для доводки заданного радиуса деталей, выполненные в виде станины с центрами, по оси которых установлены детали, обрабатываемые притиром, которого ограничено опорными плоскостями.
Целью предложенного устройства является получение идентичности соосных радиусов различных размеров. Для этого устройство снабжено тарированным упругим элементом, служащим для перемещения кольцевого притира по высоте, а центра установлены в стойках, перемещаемых по высоте эксцентриковыми колонками.
Для обеспечения правки притира во время рабочего цикла опорные плоскости вьшолнены в виде вращающихся колец, ось которых параллельна оси притира.
На чертеже представлена принципиальная схема описываемого устройства.
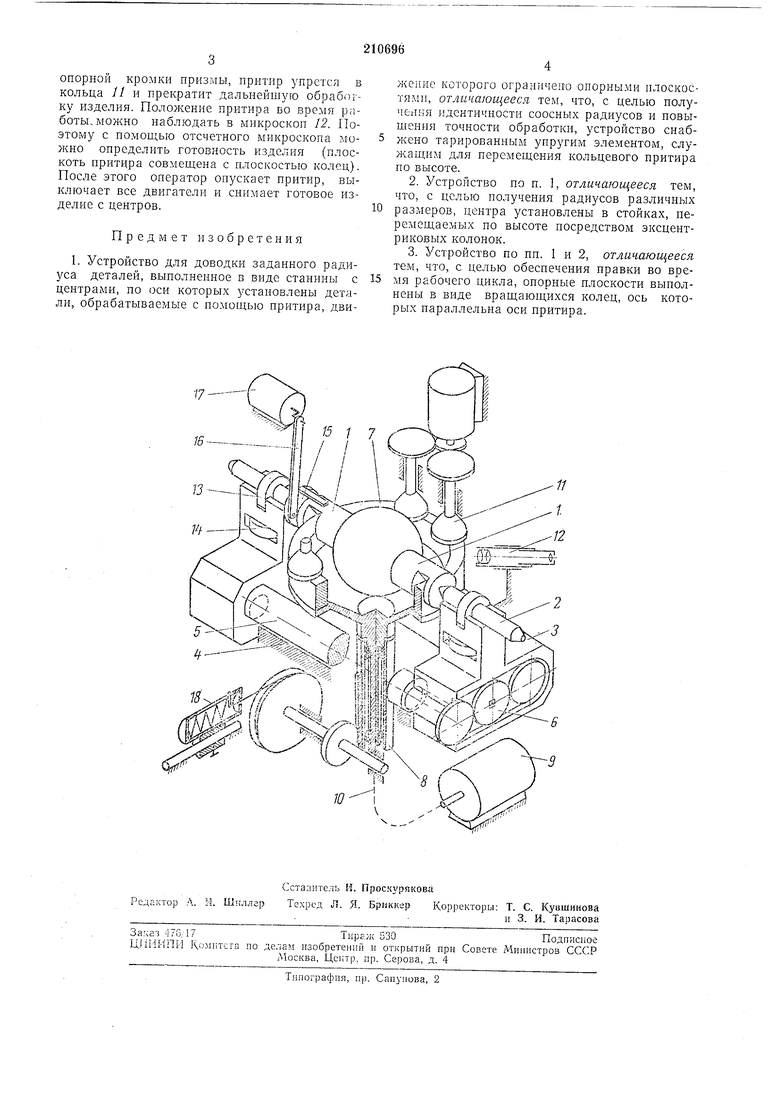
Обрабатываемое изделие, в данном случае это призмы гироскопического узла 1, устанавливается в центра 2, смонтированные в стойхах 3, установленных на станине 4 и имеющих возможность перемещаться по высоте двумя эксцентриковыми колонками 5, связанными между собой системой шестеренок 6.
деля 8, который связан с электродвигателем 9 через гибкий вал 10.
В исходном положении притир 7 опущен вниз, центра 2 разведены, контрпритиры // выставлены над притиром в одной плоскости. Оператор выставляет ось центров выше плоскости колец на величину радиуса обработки, для чего он поднимает притир 7 до упора вверх и, визируясь на торцовую плоскость притира, устанавливает требуемый размер по микроскопу 12. Затем оператор снова опускает притир и закрепляет узел 1 в центрах 2 хомутами 13 и гайками 14. После этого он поднимает притир вверх до упора, устанавливает требуемое усилие поджатия притира и включает двигатель, обеспечивающий вращение притира, вращение колец и качание изделия. Механизм качания состоит из балансира 15, шатуна 16 и двигателя с кривошипом 17.
Все вертикальные перемещения при-щра осуществляются перемещением тарированного упругого элемента 18. Усилие поджатия притира обеспечивается соответствующей степенью растяжения пружины динамометра. Вращаясь вокруг своей оси, притир снимает металл с опорной призмы. Качание изделия обеспечивает съем металла по дуге окружности с центром на оси качания. Притирка продолжается до тех пор, пока не будет снят весь припуск на обработку. Сняв припуск с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки заданного радиуса деталей | 1973 |
|
SU476968A2 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| Устройство для доводки деталей | 1981 |
|
SU979091A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Устройство для обработки плоских поверхностей | 1985 |
|
SU1296375A1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1402397A2 |
| Устройство для чистовой обработки плоскостей | 1990 |
|
SU1759610A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
