1
Известно устройство для доводкн заданного радиуса деталей по авт. св. 210696, размещенных в центрах, установленных в стойках, перемещаемых по высоте посредством эксцентриковых колонок, причем обработку осуществляют притиром, движение которого ограничено опорными плоскостями, выполненными в виде вращающихся колец, ось которых параллельна оси притира, а для перемещения последнего по высоте применен тарированный упругий элемент.
Однако применение зубчатой передачи для поворота эксцентриковых колонок не обеспечивает плавности хода стоек с центрами и затрудняет установку заданного размера радиуса.
С целью повыщения точности обработки изделий заданного радиуса устройство снабже-но ползуном, связанным посредством рычагов с эксцентриковыми колонками и перемещаемым по предусмотренным в станине направляющим, причем -на станине и ползуне установлены отсчетная и нониусная шкалы.
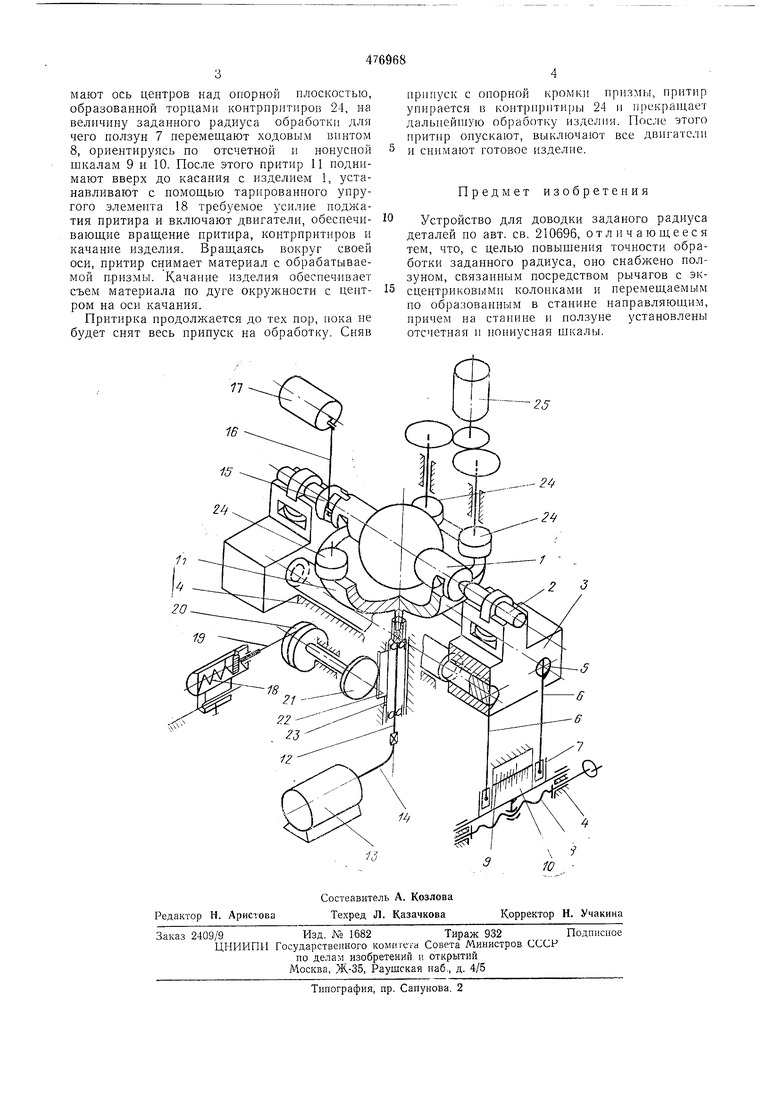
На чертеже изображена схема устройства.
Устройство содержит обрабатываемое изделие 1, которое устанавливается из центра 2, смонтированные в стойках 3, установленных на станине 4 с возможностью перемещения по высоте.
Механизм подъема стоек 3 состоит из двух
эксцентриковых колонок 5, двух равноплечих рычагов 6, ползуна 7, укрепленного в направляющих станины 4, и ходового винта 8. На станине установлена отсчетная шкала 9, на ползуне 7 - нониусная шкала 10. Чащеобразный притир 11 из чугуна или другого притирочного материала с плоской торцовой рабочей поверхностью в виде кольца закреплен на шпинделе 12, который связан с электродвигателем 13 через гибкий вал 14.
Механизм качания изделия включает в себя балансир 15, шатун 16 и двигатель с кривощипом 17.
Механизм поджатия прптира к обрабатываемому изделию состоит из тарированного упругого элемента 18, связанного через тросик 19, барабан 20, шестерню 21 и рейку 22 с пинолью 23, в которой установлен шпиндель 12. Вертикальное перемещение притира И ограничивают четыре кольцевых контрпритира 24, связанных попарно с двумя электродвигателями 25.
В исходном положении притир 11 опущен вниз, центра 2 разведены, контрпритиры 24 выставлены над притиром в одной горизонтальной плоскости, проходящей через ось центров. Отсчетная шкала 9 и нониусная шкала 10 - на нулевых отметках.
Работает устройство следующим образом. 0 Изделие 1 закрепляют в центрах 2 и подни
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ЗАДАННОГО РАДИУСА ДЕТАЛЕЙ | 1968 |
|
SU210696A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Устройство для доводки деталей | 1981 |
|
SU979091A1 |
| Устройство для доводки цилиндрических поверхностей | 1977 |
|
SU891379A1 |
| Устройство для доводки деталей | 1984 |
|
SU1252143A2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Круглошлифовальный станок | 1981 |
|
SU1013217A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ КАРБИД-КРЕМНИЕВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1972 |
|
SU327065A1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
