Конструкции известных конвейеров для глазуровки керамических облицовочных ллиток, включающие разворотное устройство и клиновые бесконечные редмни, не позволяют регулировать одновременно их натяжение, так как их набирают из большого количества отдельных замкнутых клиновых ремней, требующих самостоятельного натяжения.
В предлагаемой конструкции одновременное регулирование натяжения осуществляют за счет того, что клиновые ремни, получающие натяжение от общей натяжной станции, огибают нереходные ведомо-ведущие блоки, в обоймах которых закреплены опорные ролики, свободно установленные на щтанге с возможностью перемещения в направляющих.
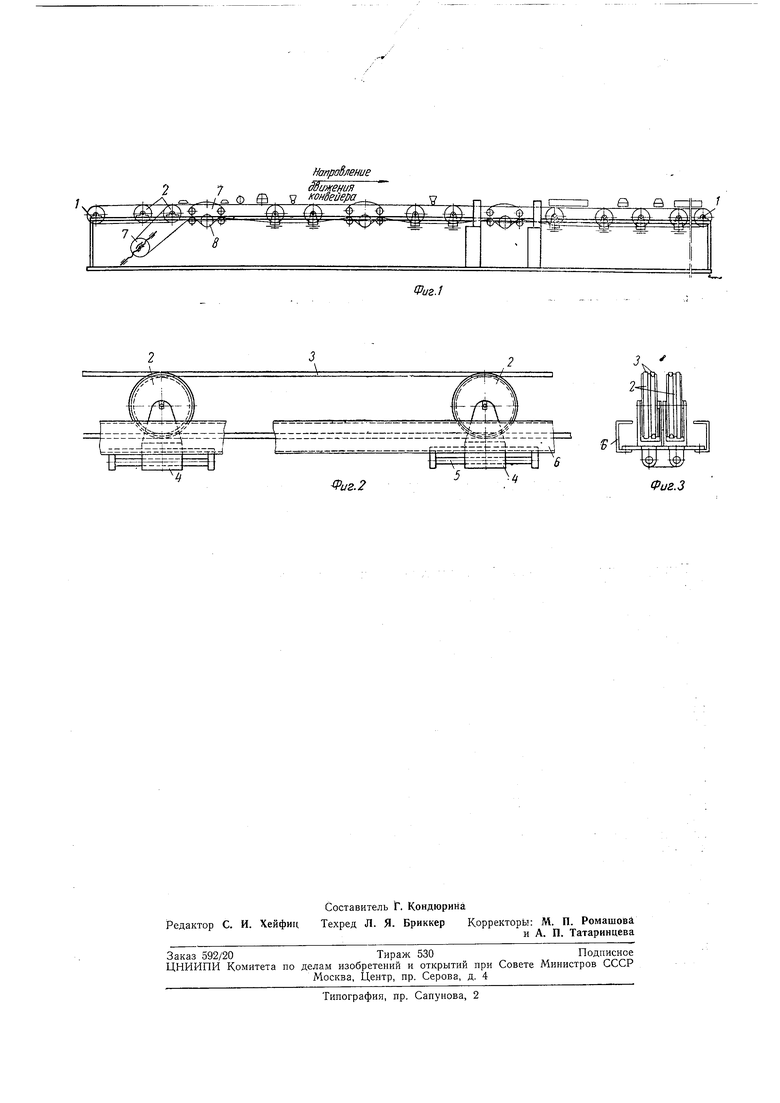
На фиг. 1 изображена принципиальная схема конвейера для глазуровки керамических облицовочных плиток; на фиг. 2 - скользящие опоры переходных :блоков, вид спереди; на фиг. 3 - то же, вид сбоку.
Конвейер включает концевые блоки 1, промежуточные ведомо-ведущие блоки 2, бесконечные клиновые ремни 3, подвижные опоры 4 ведомо-ведущих блоков, которые могут перемещаться вдоль щтанг 5, жестко связанных с рамой 6 конвейера, натяжное устройство 7 и разворотное устройство 8.
жение клиновых ремней во всех звеньях одинаково и может регулироваться одним натяжным устройством.
Ведомо-ведущие блоки имеют по две канавки для клиновых ремней, служащих продолжением друг друга. Связанные таким образом блоки 2 могут свободно перемещаться в ту или иную сторону, обеспечивая возможность постоянного натяжения группы .клиновых ремней, служащих продолжением друг друга, от общей натяжной станции.
Поступающие на конвейер плитки проходят все необходимые операции (зачистку, декорирование и т. п.). При этом необходимые изменения их положения на конвейере автоматически обеспечивает разворотное устройство.
Предмет изобретения
Конвейер длЯ глазуровки керамических облицовочных плиток, включающий клиновые бесконечные редМНи, разворотное устройство, отличающийся тем, что, С целью регулирования натяжения, клиновые ремни, получающие натяжение от общей натяжной станции, огибают переходные ведомо-ведущие блоки, в обоймах которых закреплены опорные ролики, свободно установленные на щтанге с возможностью перемещения в направляющих. 7 -JP (Ь Ф , g Направление ди(ения ifOH8euei}a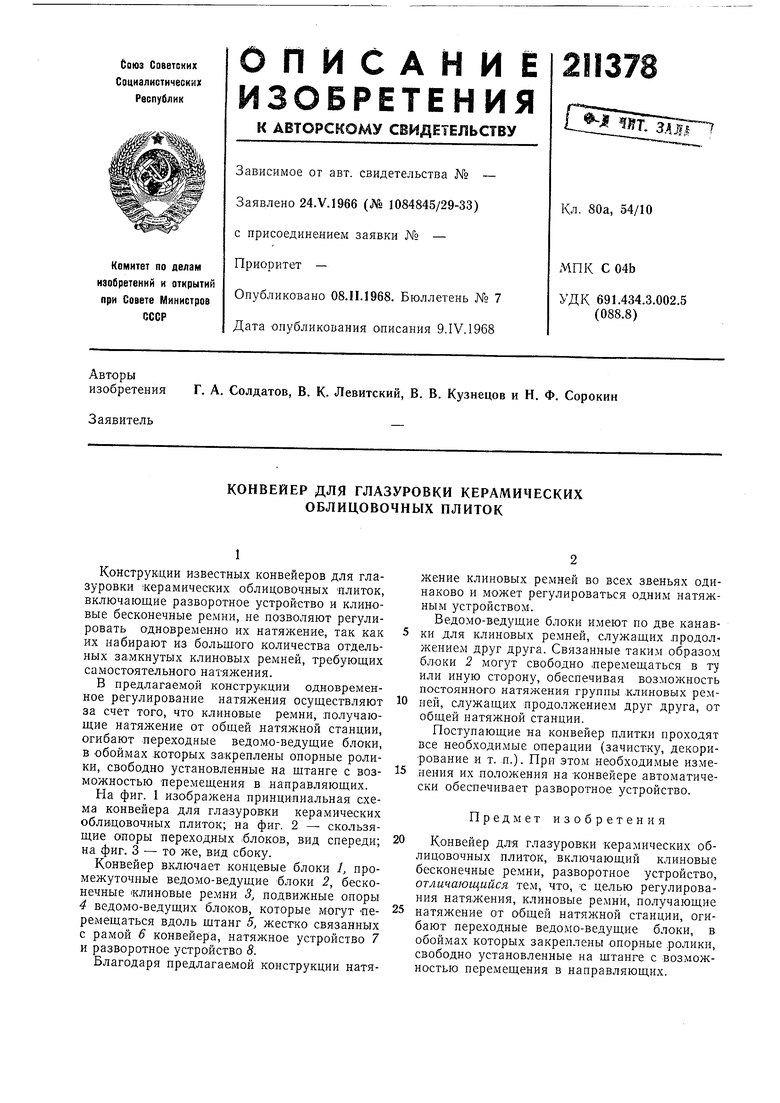
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПРЯДИЛЬНО-АРМИРУЮЩИХ КАМЕР | 1994 |
|
RU2087601C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1964 |
|
SU166894A1 |
| ПЕРЕДАЧА РЕМЕННАЯ | 2010 |
|
RU2437013C1 |
| СПОСОБ ЗАГРУЗКИ ФОРМ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ПЛИТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2271925C2 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Привод для преобразования непрерывного вращательного движения в импульсивное вращение | 1989 |
|
SU1664672A2 |
| Устройство передачи изделий между роликовыми конвейерами | 1988 |
|
SU1572949A1 |
| Привод пульсирующего конвейера | 1981 |
|
SU975517A1 |
| Стенд для определения точностных характеристик цепного конвейера кромкооблицовочного станка | 1985 |
|
SU1280377A1 |
//г.
Фиг.З
