Известна люлька зуб ошлиф овально го -станка для обработки прямозубых конических колес без перемещения шлифовального круга вдоль зубьев, содержащая поворотный сектор, И1Нструментальные головки и привод вращения щпинделей щлифовальных кругов. Обе инструментальные головки смонтированы на эксцентриковом диске, установленном через несколько промежуточных деталей в корпусе люльки.
Наличие большого количества промежуточных деталей снижает жесткость люльки и усложняет ее конструкцию.
Предложенная люлька отличается от известной тем, что она снабжена поворотным барабаном, на переднем торце кото-рого с помощью прямолинейных направляющих размещена инструментальная головка, а вторая инструментальная головка также с помощью ирямолинейных направляющих смонтировна иа поворот.но.м относительно оси барабана секторе. Это позволяет -повысить жесткость и упростить конструкцию люльки.
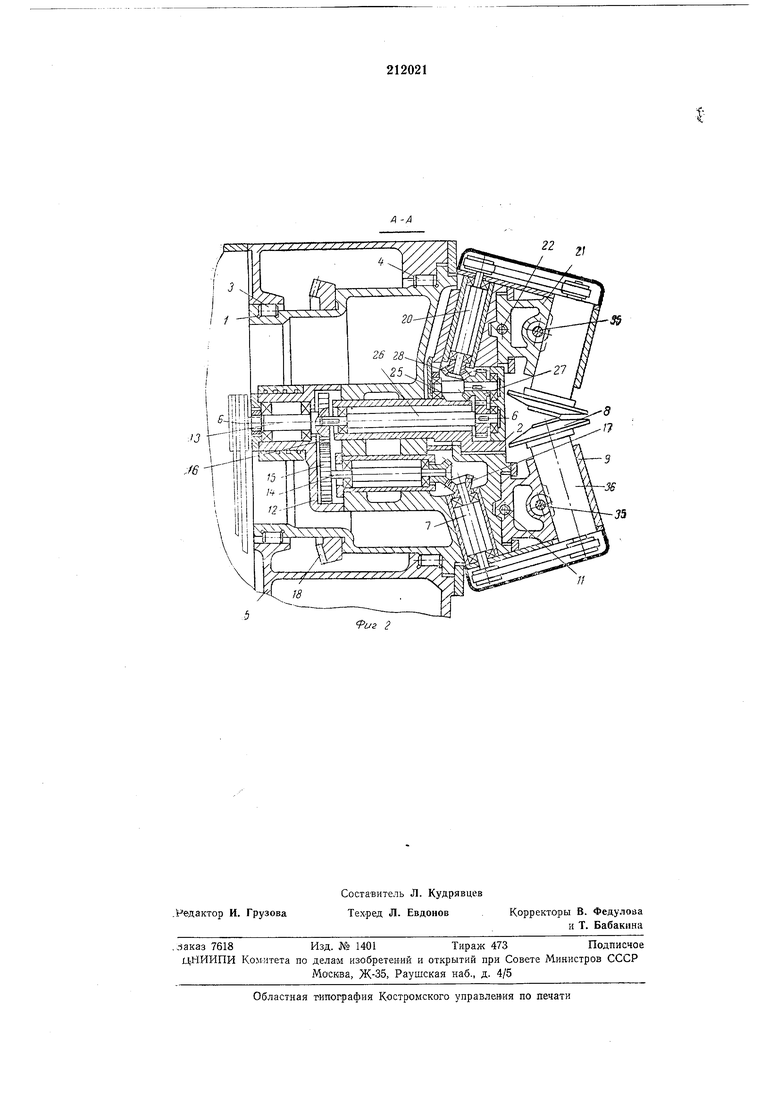
На фиг. 1 показан передний торец люлькисо СНЯТЫМ.И инструментальными головками; на фиг. 2 - люлька в разрезе.
Корпус 1 люльки и поворотный сектор 2 скреплены неподвижно друг с другом во время работы станка. Корпус 1 снабжен двумя цилиндрическими опорными дорожками и 4, на которых он монтируется поворотно в инструментальной бабке 5 станка. Дорожки 3-4 соосны с осью 6-6 люльки.
На переднем торце корпуса 1, в плоскости вращения люльки, размещены прямолинейные направляющие, перпендикулярные плоскости, проходящей через ось наклонного вала 7 привода щпинделя шлифовального круга 5, и смещенные в радиальном направлении от оси корпуса /. В напра-вляющих закреплена инструментальная головка 9, которая при переналадках станка может перемещаться на величину -ДЛИНЫ образующей начального конуса обрабатываемого колеса. Величину перемещения отсчитывают по шкале, нанесенной на
планке 10, и лимбу ходового винта 11 инструментальной головки 9.
В корпусе / и кронштейне 12 смонтированы на шарикоподшипниках валы 13, 14 и 7, зубчатые цилиндрические колеса 15 к 16 тл коничеекая передача 17 привода вращения щпинделя шлифовального круга 8 инструментальной головки 9. Снаружи корпуса 1 укреплено зубчатое колесо 18 ги.поид|ной передачи привода качания люльки.
Поворотный сектор 2 своим цилиндрическим хвостовиком входит в отверстие корпуса /, концентричное опорным дорожкам 3-4. На время обработки зубьев изделия поворотный сектор крепится к корпусу / пазовыми болтаНа.и.пер€днем горце поворотного (Сектора 2, лежащем в плоокости вращения люльки, расположены прямолинейные на-правляющие, перпендикулярные плоскости, проходящей через ось «аклонного вала 20 привода щпинделя шлифовального круга, и смещенные в радиальном направлении от оси хвостовика поворотного сектора 2. В этих направляющих устаиовлена вторая инструментальная головка 21, которая может установочно перемещаться по ним от ходового винта 22 и гайки 23 так же, как и головка 9. Величину перемещения инструментальной головки отсчитывают по шкале планки 24 и лимбу ходового винта 22.
В поворатном секторе 2 смонтированы на шарикоподшипниках валы 20, 25 и 26, цилиндрическая передача 27, коническая передача 28 привода вращения Шпинделя шлифовального круга 8 инструментальной головки 21 и, кроме ТОГО , червяк 29, червячное колесо - вал 30 1C укрепленной на нем реечной шестерней 31. Реечная шестерня 31 находится в зацеплении с Сектором 32 В1нутреннего зацепления, укрепленным на корпусе 1 неподвижно.
Вал 26 левым шлицевым концом вставлен в шлицевое отверстие цилиндрического колеса 16. На поворотном секторе 2 укреплен нониус 33 для отсчета угла поворота его на угол зуба относительно оси 6-6 люльки. Угол поворота noBOpOTiHoro сектора 2 отсчитывают по угловой шкале, нанесенной на кольцо 34, закрепленное на корпусе 1.
Привод вращения шпинделей шлифовального круга 8 осуществляется от одного электродвигателя постоянного TOfa с регулируемым числом оборотов, вал которого кинематически связан со шпинделями (ом. ф,иг. 2). Осевые перемещения шпинделей производят вручную Sia реечные шестерни 55, которые сцеплены с рейками, вынолненными на гильзах 36 шпинделей.
Предложенная люлька имеет сравнительно небольшое число подвижных стыков в соединений шпинделей с корнусом люльки, что значительно повышает жесткость этого соединения, упрощает констру-кцию и изготовление люльки.
Предмет изобретения
Люлька зубошлифовального станка для обработки прямозубых конических колес без перемещения шлифовального круга вдоль зубьев, содержащая ловоротный сектор, инструментальные ГОЛОВИН и нривод вращения шпинделей шлифовальных кругов, отличающаяся тем, ЧТО , с целью .повышения жесткости и упрощения Конструкции, она снабж-вна поворотным барабаном, на перднем торце которого с помощью прямолинейных направляющих установлена инструментальная головка, а вторая инструментальная головка также с помощью прямолинейных направляющих смонтирована на поворотном относительно оси барабана секторе.
22
2/
55
иг 2

| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТ ЗУБОФРЕЗЕРНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ КОНИЧЕСКИХКОЛЕС | 1968 |
|
SU222126A1 |
| СУППОРТЫ ЗУБОФРЕЗЕРНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС | 1967 |
|
SU206286A1 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |