1
Известны суипорты зубофрезерного станка для нарезания ирямозубых конических колес, содержащие два поворотных сектора, по направляющим которых -перемещаются салазки. На салазках смонтированы инструментальные головки со щиинделями, несущими ф|резы.
Эти суппорты не позволяют регулировать лоложение пятна контакта по длине зуба и компенсировать разность диаметров фрез.
Предложенные суипорты отличаются от -нзвестных тем, что одни салазки смонтированы на направляющих торца люльки для рабочего радиального смещения фрезы, а на направляющих салазок установлен корпус для тангенциального перемещения инструмента в плоскости, параллельной плоскости зеркала люльки, перпендикулярно рабочему радиальному смещению. Другие салазки, несущие вторую инструментальную головку, установлены на поворотном относительно оси люльки секTOipe, причем инструментальные головки снабжены направляющими для аксиального перемещения инструментальных шпинделей.
Такие суппорты дают возможность регулировать положение пятна контакта ио длине зуба при- одновременном повыщении л- есткости станка и компенсации разности диаметров фрез.
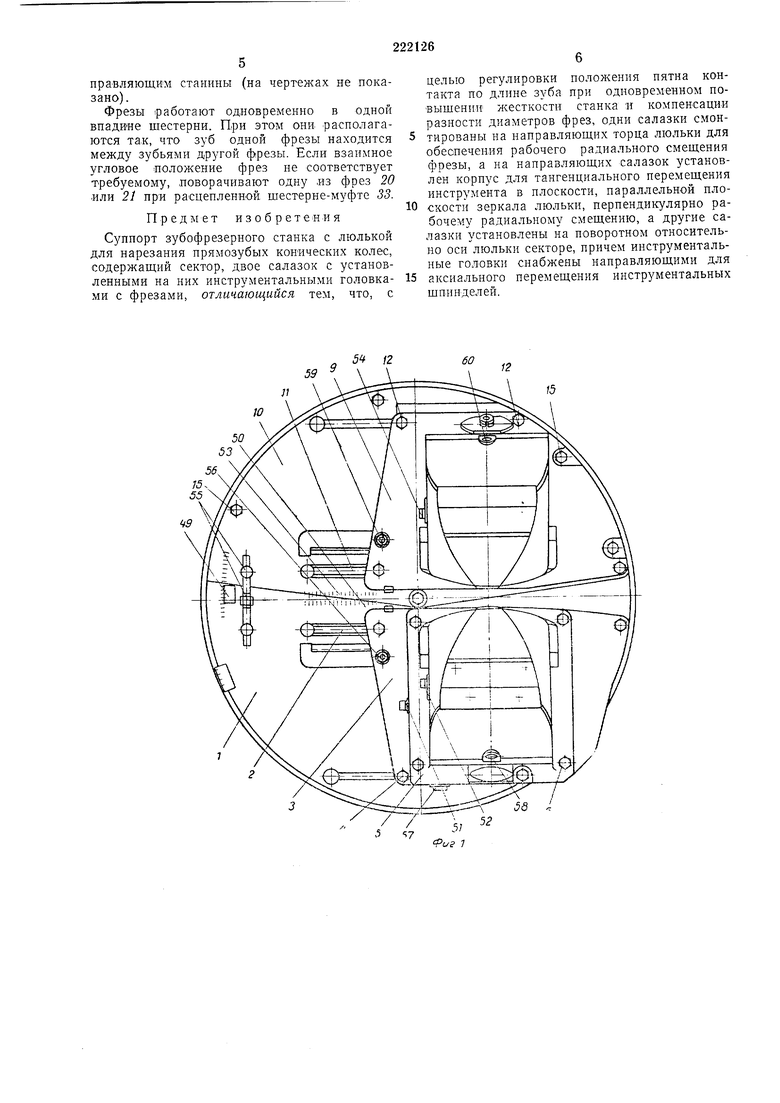
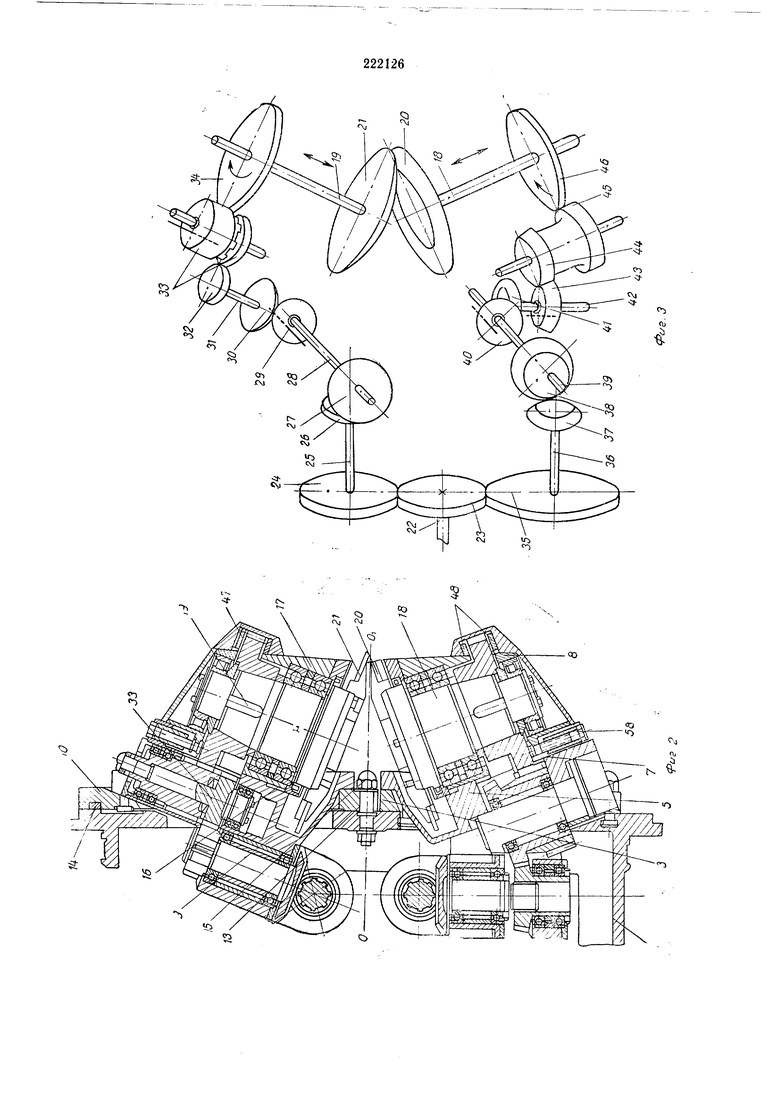
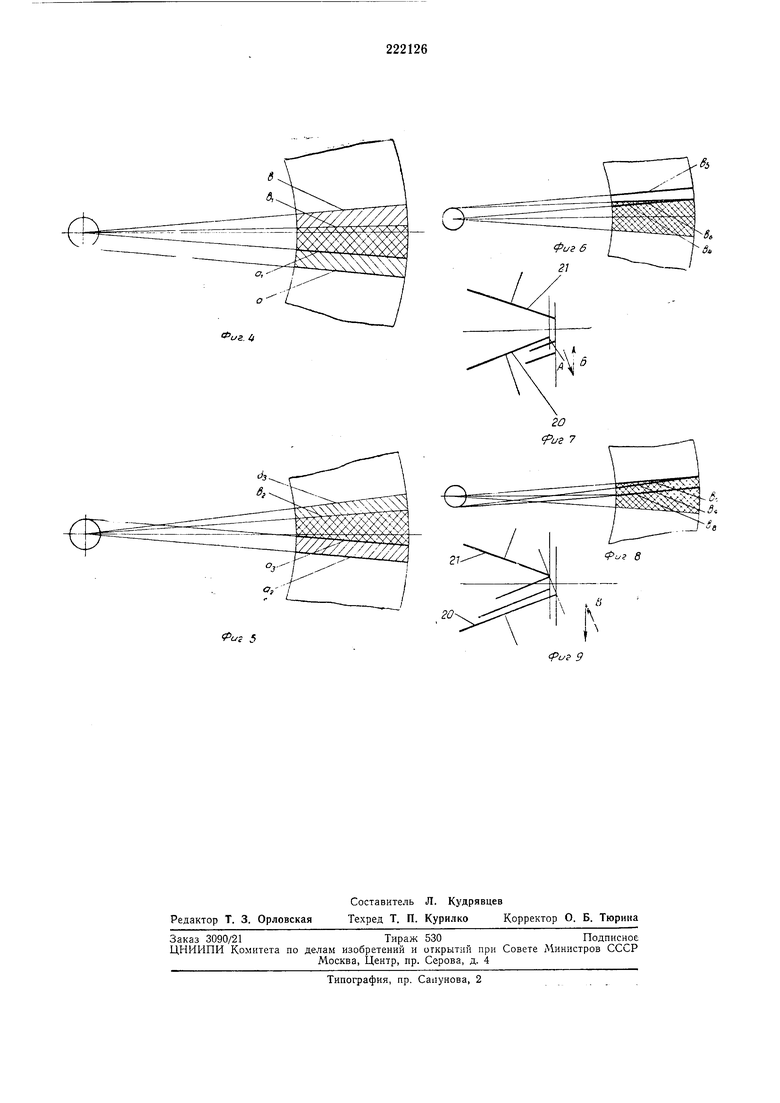
На фиг. 1 показаны верхний и нижний суппорты со стороны бабки изделия; на фиг. 2 - люлька в разрезе по верхнему и нижнему щпинделям фрез; на фиг. 3 - кинематлчеекая схема привода суппортов; на фиг. 4- 9 схемы регулирования пятна контакта по длине зуба и компенсации разности диаметров ф|рез.
На зеркале люльки 1 в направляющих 2
смонтированы салазки 3, обеспечивающие рабочее радиальное смещение фрезы и закрепляемые винтами 4.
На салазках 3 установлен корпус 5 для тангенциального наладочного перемещения
инструмента перпендикулярно рабочему радиальному смещению в плоскости, параллельной плоскости зеркала люльки. Корпус 5 закрепляется на салазках 3 винтами 6.
На наклонной плоскости 7 корпуса смонтирована инструментальная головка 8, имеющая возможность установочно перемещаться в направлении, перпендикулярном рабочему радиальному смещению салазок 3 под углом к тангенциальному перемещению корпуса о.
Салазки 9 установлены на секторе 10 в направляюглих 11 для рабочего радиального смещения и закреплены гайками 12. Сектор 10 может поворачиваться вокруг оси люльки / в направляющих 13 и 14 и закр ппат--я
На салазках 9 на наклонной плоскости 16 с возможностью установочного перемещения монтируется вторая инструментальная головка 17, закрепляемая винтами (на чертеже не локазааы).
Инструментальные головки 8 и 17 несут шпиндели 18 и 19 с дисковыми фрезами 20 и 21. Сектор 10, салазки 6 и 9, корпус 5 и и,нст1рументальные головки 8 и 17 составляют суппорты зубофреаериого станка.
Привод шпинделя 19 (фиг. 3) осуш ествляется от вала 22 через цилиндрические шестерни 23 и 24, вал 25, конические шестерни 26 и 27, вал 28, коническую иа.ру 29 и 30, вал 31, цилиндрические шестерни 32, 33, 34.
Шпиндель 18 приводится от вала 22 через цилиндри1 еские шестерни 23 и 35, вал 36, конические шестерни 37 и 38, вал 39, конические шестерни 40 и 41, вал 42, конические шестерни 43 и 44 и цилиндрические шестерни 45 и 46.
Шестерня 33 состоит из двух шестерен, являюш,ихся полумуфтами, которые осуш.ествляют независимые повороты 20 и 21.
Шпиндельные шесте|рни 34 и 46, вза.имодействуюшие с колодками 47 и 48, выбирают зазоры между иередаточными элементами.
Все установочные перемешения элементов осуш.ествляются по шкалам 49-54. Секто-р 10 поворачивается относительно оси О-Oj люльки винтом 55. Величина поворота отмечается ло шкале 49.
Необходимое радиальное смеш,ение салазок 3 по наиравляюшим производится реечной шестерней 56, величина смеш,ения фиксируется на шкале 50.
Тангенциальное перемеш.ение корпуса 5 в направлении, перпендикулярном рабочему радиальному смешению салазок 3, осуществляется винтом 57 и отсчитывается по шкале 51.
Аксиальное перемещение инструментальной головки 8 по наклонной плоскости 7 ко-рпуса 5 осуществляется винтом 58 и отсчитывается по шкале 52. Для правильного зацепления naipbi 45-46 шестерня 45 делается широкой с запасом на ход инструментальной головки 8.
Салазки перемещаются по направляющим 11 реечной шестерней 59, величина перемещения отмечается по шкале 53.
Аксиальное перемещение инструментальной головки 17 по наклонной плоскости 16 салазок 9 производится винтом 60 и отсчитывается по шкале 54. Для качественного зацепления одна часть шестерни 33 выполняется широкой для обеспечения хода инструментальной головки 17.
Для перемещения пятна контакта к наружному торцу зуба с той стороны ф:резы 20, где у нее есть танген-циальное движение, фреза приближается к обрабатываемому зубу винтом 58, переходя из положения а в положение Ci (фиг. 4). Чтобы при этом не изменилась заданная ширина впадины (толщина)
зуба, угол установки фрезы 21 с помощью винта 55 уменьщается на соответствующую величину (фреза 21 перемещается от в к е). Для перемещения пятна контакта к внут5 реннему торцу зуба фреза 20 отодвигается от обрабатываемого зуба (от а до аз). С целью сохранения заданной ширины впадины (толщины) зуба угол установки фрезы 21 увеличивается на соответствующую величину (фре0 за 21 перемещается от в до вз) (фиг. 5).
Для иеремещения пятна контакта к наружному торцу зуба со стороны фрезы 21, где нет тангенциального перемещения салазок в плоскости зеркала люльки, к обрабатываемому зубу приближается инструментальная головка 17 с фрезой 21, передвигаемая от в к 85 (фиг. 6). Угол установки фрезы 21 уменьшается на соответствующую величину (от в5 до вб) с целью сохранения щирияы
0 впадины (толщины) зуба.
Нри аксиальном перемещении фрезы 21 из положения 04 в положение вз по наклонной плоскости 16 получается разница в вылетах фрез 20 и 21 (см. фиг. 7), которая компенсируется за счет аксиального (по стрелке Л) и тангенциального (по стрелке Б) движений фрезы 20.
Для перемещения пятна контакта к внутреннему торцу зуба со стороны фрезы 21
0 фреза отодвигается от обрабатываемого зуба
из полол :ения в в положение вз (см. фиг. 8).
Угол установки фрезы 21 увеличивается,
фреза перемещается от BS к вд.
Разница в вылетах фрез, получаемая в результате перемещения фрезы 21 но наклонной плоскости 16, компенсируется за счет аксиального (по стрелке В) движения фрезы 20 и тангенциального (по стрелке Г) движения корпуса 5.
0 Разница в вылетах фрез 20 и 21 может быть и в том случае, когда имеется разница в диаметрах фрез. И.в этом случае, используя аксиальные движения головок 8 и 17 и тангенциальное перемещение корпуса 5, мож5 но добиться одинакового вылета фрезы.
Для обработки шестерни суппорты налаживаются следующим образом.
Сектор 10, поворачиваемый относительно оси О - Oi люльки, устанавливается в положение, обеспечивающее требуемый суммарный развод, и закрепляется гайками 15. Затем поворотом люльки совмещается плоскость симметрии фрез с плоскостью симметрии впадины зуба обрабатываемой детали.
Салазки 3 и 9 перемещаются в направляющих и закрепляются в нужном положении гайками 6 и 12. Р1нструментальные головки 8 к 17 иолучают аксиальное (осевое) перемещение для установки фрез 20 к 21 в рабочее положение и закрепляются. правляющим станины (на чертежах не показано). Фрезы 1работают одновременно в одной внадине шестерни. При этом они располагаются та.к, что зуб одной фрезы находится между зубьями другой фрезы. Если взаимное угловое положение фрез не соответствует требуемому, ловорачивают одну из фрез 20 или 21 при расцепленной шестерне-муфте 33. Предмет изобретения Суппорт зубофрезерного станка с люлькой для нарезания прямозубых конических колес, садержаш;ий сектор, двое салазок с установленными на них инструментальными головка- 15 ми с фрезами, отличающийся тем, что, с 5 10 целыо регулировки положения пятна контакта по длине зуба при одновременном повышении жесткости станка н компенсации разности диаметров фрез, одни салазки смонтированы на направляющих торца люльки для обеспечения рабочего радиального смешения фрезы, а на направляюших салазок установлен корнус для тангенциального перемещения инструмента в плоскости, параллельной плоскости зеркала люльки, перпендикулярно рабочему радиальному смещению, а другие салазки установлены на поворотном относительно оси люльки секторе, причем инструментальные головки снабжены направляющими для аксиального перемещения инструментальных шпинделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУППОРТЫ ЗУБОФРЕЗЕРНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС | 1967 |
|
SU206286A1 |
| Люлька зубофрезерного станка | 1974 |
|
SU738790A1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Люлька станка для нарезания конических колес с кругговыми зубьями | 1964 |
|
SU205528A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями | 1987 |
|
SU1511025A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ЛЮЛЬКА ЗУБОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС | 1968 |
|
SU212021A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 2012 |
|
RU2563408C2 |
59
5 12
15
.ft
з
5
20
