Известны устройства для последовательной подачи деталей изделия к швейным машинам, установленным- на обш,ей платформе, содержаш ие транспортер, средства для захвата деталей и их прижима в процессе подачи и в зоне обработки и привод.
Предлагаемое устройство повышает производительность. Это достигается тем, что транспортер выполнен в виде смонтированных на стойке и жестко соединенных между собой колес - зубчатого и приводного, на котором укреплены средства для захвата и прижима деталей и приспособление для их фиксации.
Средство для захвата деталей представляет собой иглы, расположенные на ободе лриводного колеса, а средство для прижима деталей в процессе подачи выполнено в виде обкатного ролика с канавкой для прохождения игл, кинематически соединенного с педалью, установленной Б стойке.
Приспособление для фиксации деталей выполнено в виде прижимных лапок, каждая из которых представляет собой дугообразные пластины, укрепленные на двуплечем рычаге, взаимодействующем с установленным на стойке копиром посредством ролика и подпружиненных толкателей.
в виде державки с номещенным в ней стержнем с подпружиненным роликом.
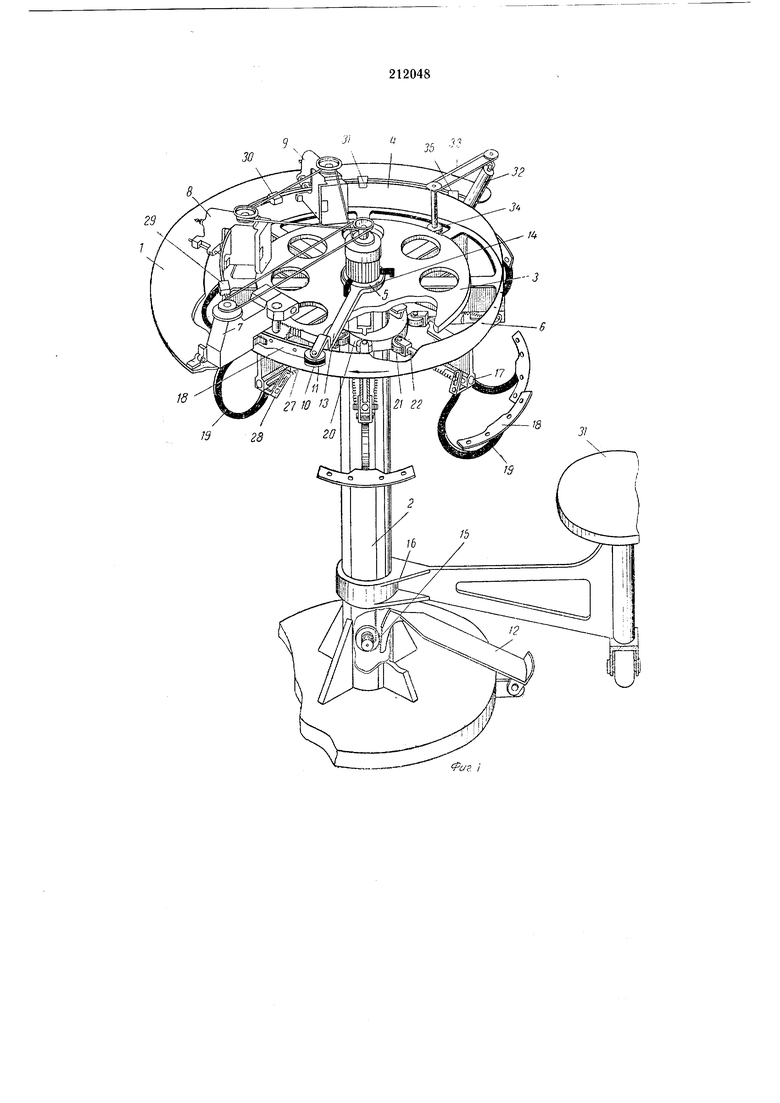
Па фиг. 1 изображено устройство, общий внд; на фит. 2 - средство для прижима деталей изделия в зоне обработки.
Платформа / установлена на стойке 2, несущей транспортер, состоящий из зубчатого и приводного колес 3 -я 4, установленных в подщипнике 5.
Па приводном колесе 4 смонтированы средства для захвата и прижима деталей и приСпособление для их фиксации.
Средство для захвата деталей представляет собой иглы 6, расположенные на ободе колеса 4.
Средство для прижима к штырям 6 деталей изделия в процессе их подачи к щвейным мащинам 7, 8, 9 состоит из обкатного ролика 10 с канавкой //, соединенного с педалью 12 посредством рычага 13, качающегося вокруг стойки 2, кольца 14, зубчатой пары 15 и тросика 16.
Присиособление для фиксации деталей имеет прижимную лапку 17, состоящую из дугообразных пластин 18, двуплечего рычага 19, копира 20, установленного на стойке 2, ролика 21 и подпружиненного толкателя 22.
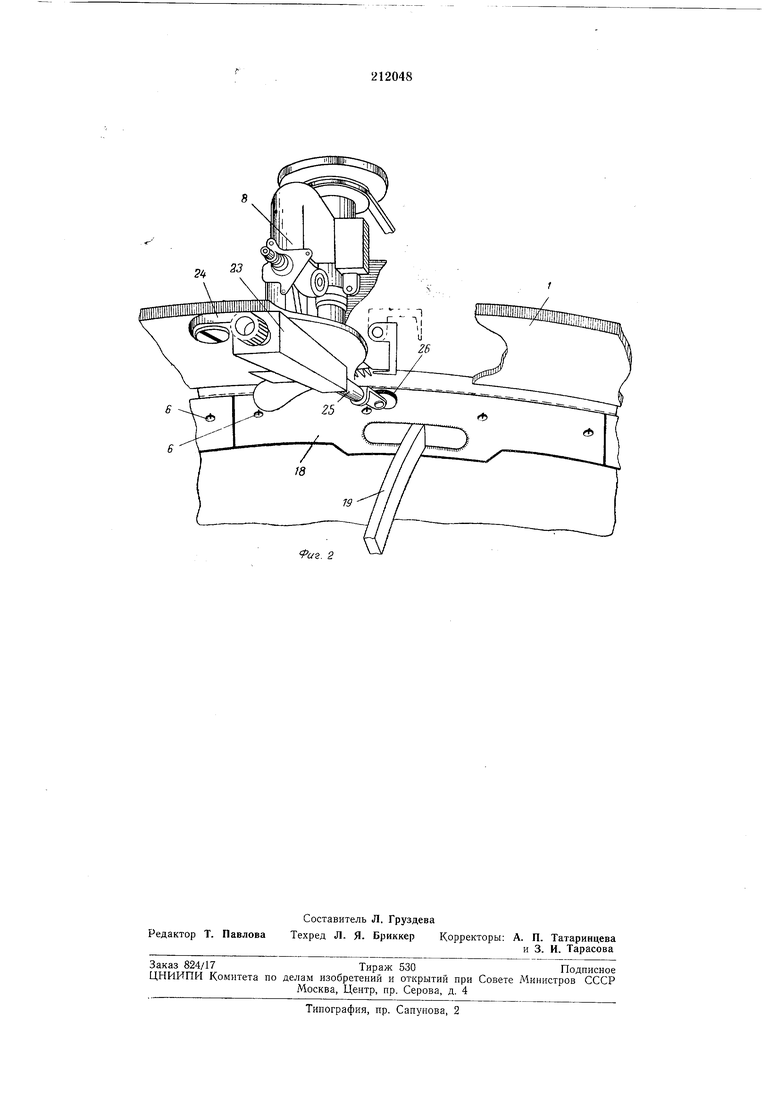
жима деталей изделия в момент их оЬработки. Державка шарниром 24 крепится к платформе. В державке помещен стержень 25 с подпружиненным роликом 26 на конце.
Стачиваемые детали совмещаются и накалываются на штыри 6, причем вручную детали накалываются только на первые штыри 6, последующее же накалывание деталей и их прижим иглами осуществляется обкатным роликом 10 при нажатии на педаль 12.
При перемещении ролика 21 по копиру 20 пружина 27 воздействует на толкатель 22, последний поворачивает серьгу 28 двуплечего рычага 19 вместе с дугообразными пластинами 18, которые прижимаются к ободу колеса 4 и одновременно прижимают стачиваемые детали изделия.
Приводное колесо 4, перемещаясь, подает детали изделия к стачивающе-осноровочной машине 7, при этом укрепленная под платформой 1 державка 23 своим роликом 26 дополнительно прижимает детали в момент их стачивания. После стачивания и осноровки детали изделия перемещаются к лриспособлению 29, отгибающему снаружи край одной из деталей и поступающему к обметывающей машине 8. Приспособление 30 отгибает внутрь облМетанный край, а ранее отогнутый край поднимается в вертикальное положение и подается под иглу обметывающей машины 9. После чего обработанные края соединенных деталей подаются к утюжку 31, разутюживающему оба среза.
Отделение готового изделия осуществляется с помощью валика 32, приводимого во вращение ремнем 33 и щ естерней 34, связанной с зубчатым колесом 3. Первое изделие вручную продевают под скобу 35 и перебрасывают через валик 32, который отводит готовое изделие в сторону. Для удобства обслуживания на стойке 2 подвижно смонтирован стул 33.
Предмет изобретения
1. Устройство для последовательной подачи деталей изделия к щвейным мащинам, установленным на общей Платформе, содержащее транспортер, средства для захвата деталей и их прижима в процессе подачи и в зоне обработки и привод, отличающееся тем, что, с целью повышения производительности, транспортер выполнен в виде смонтированных на стойке и жестко соединенных между собой колес - зубчатого и приводного, па котором укреплены средства для захвата и прижима деталей и приспособление для их фиксации.
2.Устройство по п. 1, отличающееся тем, что средство для захвата деталей представляет собой иглы, располои енные на ободе
приводного колеса.
3.Устройство по п. 1, отличающееся тем, что средство для прижима деталей в процессе подачи выполнено в виде обкатного ролика с канавкой для прохождения игл, кинематически соединенного, с педалью, установленной в стойке.
4.Устройство по и. 1, отличающееся тем, что приспособление для фиксации деталей выполнено в виде прижимных лапок, каждая из
которых представляет собой дугообразные пластины, укрепленные на двуплечем рычаге, взаимодействующем с установленным на стойке копиром посредством ролика и подпружиненных толкателей.
5. Устройство ПО п. 1, отличающееся тем, что средство для прижима деталей изделия в зоне обработки расположено под платформой и шарнирно к ней прикреплено, и выполнено в виде державки с помещенным в ней стержнем
с подпружиненным роликом. fi Ц
faz. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стачивания деталей по заданному контуру на швейной машине | 1977 |
|
SU737531A1 |
| Швейный полуавтомат для пришивания пуговиц | 1977 |
|
SU910128A3 |
| МАШИНА ДЛЯ РАЗДЕЛКИ КРУПНОЙ РЫБЫ | 1967 |
|
SU200754A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Устройство для стачивания деталей швейных изделий по заданному контуру | 1978 |
|
SU767253A1 |
| М. И. Калининаи Ростовский на Дону завод «Легмаш»Л\ | 1970 |
|
SU288538A1 |
| Полуавтомат для обработки поясов швейных изделий | 1969 |
|
SU289769A1 |
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ «ШПАС» | 1969 |
|
SU236971A1 |
| МАШИНА ДЛЯ РАЗДЕЛКИ РЫБЫ | 1967 |
|
SU191082A1 |