Известные станки для сборки в пакет пластин коллекторов электрических машин, содержащие механизмы для подачи токоведущих пластин и для вырубки из полосы и подачи изоляционных прокладок, осуществляют только лишь попарную сборку в пакет токоведущих пластин и изоляционных прокладок без сворачивания собранного пакета в окружность конечного диаметра и запрессовки его в технологическую справку.
Предлагаемый станок с целью полной автоматизации процесса сборки и повышения производительности труда снабжен механизмом для сворачивания собранного пакета в кольцо, состоящим из плоской затягивающей пружины, обхватывающей пакет, и удерживающего клина, убирающегося по мере сворачивания пакета в кольцо, и устройством для запрессовки собранного пакета в технологическую оправку.
В устройстве для запрессовки пакета в оправку применена гидропружина, фиксирующая пакет, и гидроцилиндр, осуществляющий запрессовку пакета в оправку.
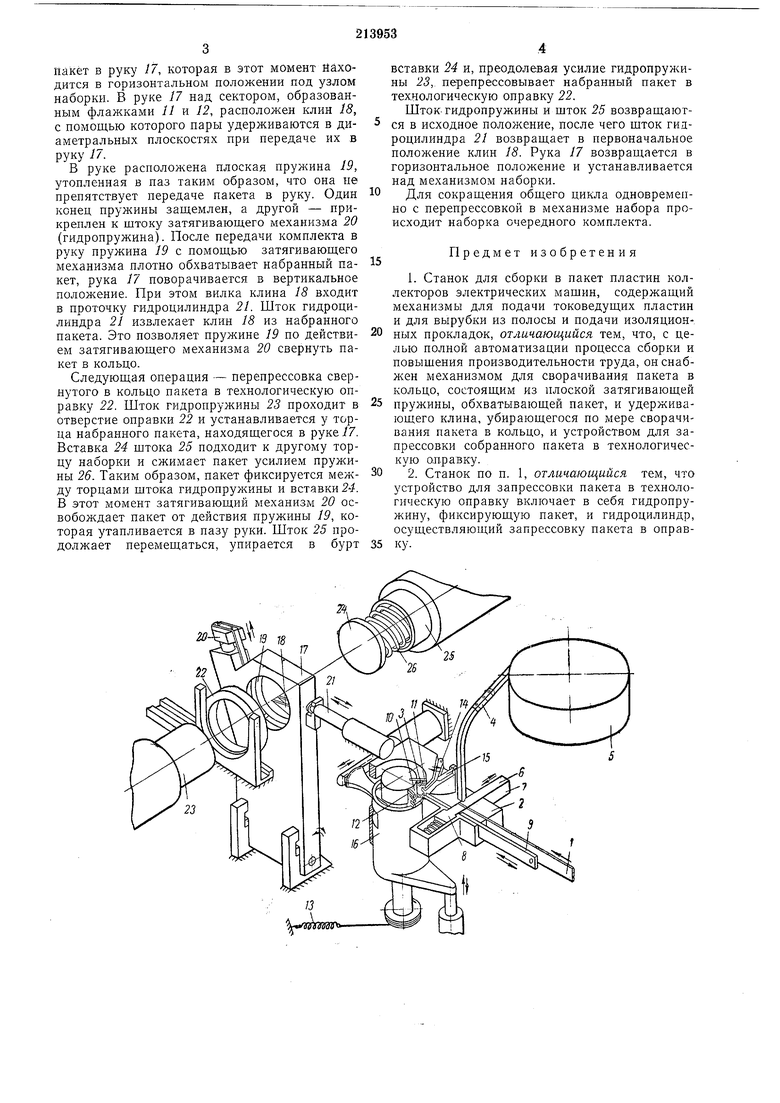
На чертеже схематично показан предлагаемый станок.
Полоса маканита (слюдопласта) / подается в штамп 2 для вырубки изоляционной прокладки 3. Коллекторные пластины 4 из вибробункера 5 в ориентированном положении поступают пощтучно в зону 6 комплектовки. При рабочем ходе штампа пуансон 7 вырубает изоляционную прокладку и досылает ее вместе с коллекторной пластиной под шибер. При перемещении пары - изоляционной прокладки и пластины - в зону шибера последняя защемляется подпружиненным упором 8.
Шибер 9 при рабочем ходе перемещает пару в зону наборкп пакета 10, образованную флажками // и 12.
Флажок 11 под действием пружины 13 поворачивается вокруг оси по часовой стрелке. В исходном положении флажок 11 удерживается защелкой 14.
После подачи пары в зону наборки пакета 10 флажок 12 перемещает пару, а с ней и флажок 11 против часовой стрелки на один шаг. При этом пара отводит защелку 14. В конце хода флажка 12 защелка 7 под действием пружины /5 возвращается в исходное положение, запирая набранный комплект.
Число подаваемых пар на один коллектор задается программным устройством.
После полного набора комплекта коллектора между первой н последней парами остается сектор, образованный флажками // и /2, следовательно, диаметр обоймы больше диаметра готового коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Устройство для сборки коллекторного пакета | 1981 |
|
SU1003220A1 |
| Устройство для сборки коллекторного пакета | 1972 |
|
SU445954A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1972 |
|
SU504269A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Устройство для сборки пластинКОллЕКТОРА элЕКТРичЕСКОй МАшиНы ВТЕХНОлОгичЕСКОЕ КОльцО | 1979 |
|
SU830603A1 |
| Устройство для сборки пластин коллектора электрической машины в технологическое кольцо | 1988 |
|
SU1497675A2 |
