Известные устройства к гидравлическому прессу для изготовления заготовок из древесины способом контурного прессования, включающие приемную прессформу и прессующую головку с приспособлением для получения заготовок типа втулок, не могут обеспечить изготовление заготовок из древесины в один прием, т.е. совместить процессы сушки, нагрева и прессования.
В описываемом устройстве прессующая головка выполнена в виде зажимной камеры с конической внутренней поверхностью, соединенной посредством запорного золотника и шлангов с компрессором и установленной на жестко монтированном на верхней плите пресса толкателе, также соединенном с компрессором, а приспособление для получения заготовок типа втулок выполнено в виде монтированного внутри толкателя запорного плунжер-клапана со сферическим съемным наконечником, поджимаемым в верхнее положение пружиной.
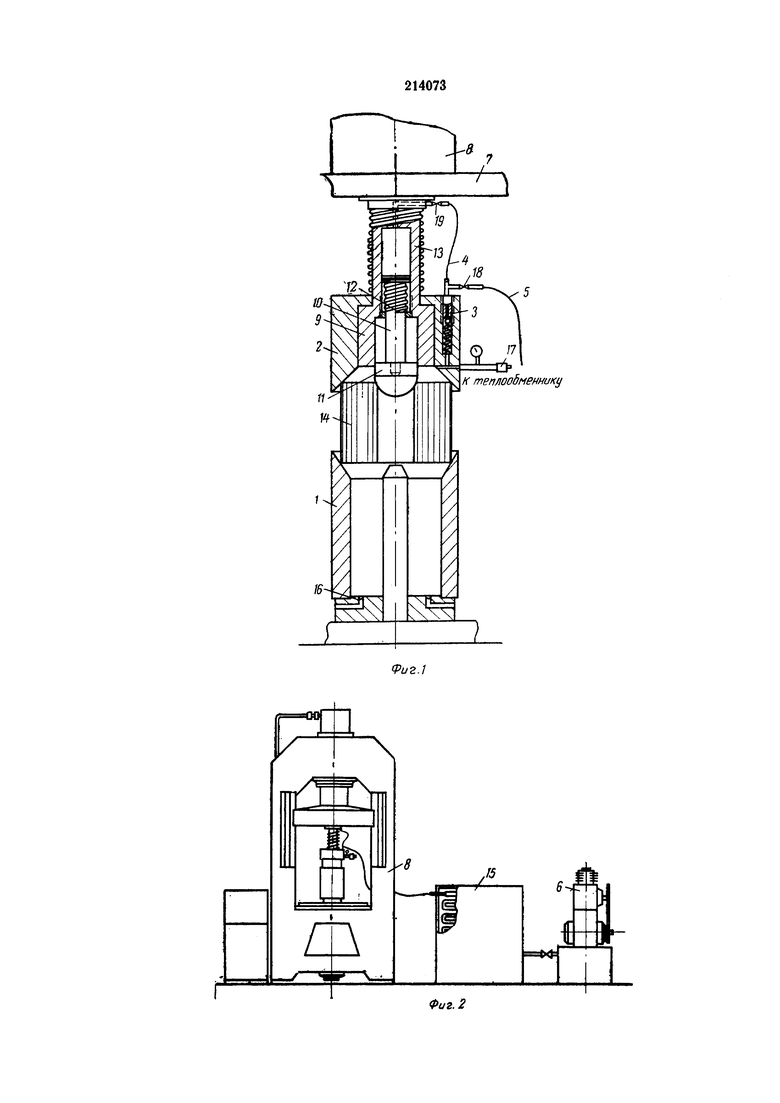
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - схема его установки на гидравлическом прессе.
Предлагаемое устройство к гидравлическому прессу для изготовления заготовок из древесины способом контурного прессования содержит приемную прессформу 1 и прессующую головку, выполненную в виде зажимной камеры 2. Камера имеет коническую внутреннюю поверхность и соединена при помощи запорного золотника 3 и шлангов 4, 5 с компрессором 6. Камера установлена на жестко смонтированном на верхней плите 7 пресса 8 толкателя 9, который также соединен с компрессором 6. Внутри толкателя 9 установлен запорный плунжер-клапан 10 со сферическим съемным наконечником 11. Пружина 12, упираясь одним концом в сальниковую гайку 13, поджимает плунжер-клапан в верхнее положение.
Описываемое устройство работает следующим образом.
Заготовку 14 любой влажности в виде полой втулки или сплошного ролика зажимают между коническими поверхностями камеры 2 и прессформы 1. Зажим осуществляется верхним плунжером пресса 8. В процессе тепловой обработки заготовок типа втулок сжатый воздух или газ подают по шлангам 4, 5 в цилиндры толкателя 9, воздействуя на поршень плунжер-клапана 10, который поджимает пружину 12 и опускается вниз, зажимая сферической поверхностью съемного наконечника 11 отверстие заготовки 14.
Затем в зажимную камеру 2 от компрессора 6 через теплообменник 15, шланг 5 и запорный золотник 3 подают горячий сжатый воздух или газ при температуре 100-110°С под давлением не менее 5 атм. Под давлением в зажимной камере 2 воздух продувается через заготовку 14. Выносимая влага вместе с воздухом или газом выходит в прессформу 1 и удаляется через спускные отверстия 16, расположенные в нижней части прессформы 1. С целью предотвращения подъема плунжер-клапана в процессе тепловой обработки заготовки предусмотрена регулирующая система. Запорный золотник 3 и предохранительный клапан 17 позволяют создать и поддерживать постоянные различные давления воздуха или газа в цилиндре толкателя 9 над плунжер-клапаном 10 и в зажимной камере 2. Процесс сушки и разогрева заготовки продолжается от 2 до 4 мин. После нагрева заготовки давление сбрасывается через вентили 18, 19. Нагретую заготовку толкателем 9, приводимым в движение верхней плитой 7 пресса, запрессовывают в прессформу.
В процессе прессования зажимная камера 2 остается на заготовке 14 и играет роль обжимного кольца, толкатель 9 выходит из полости зажимной камеры 2, а плунжер-клапан 10 с наконечником 11 при этом поджат пружиной 12 в верхнее положение. После запрессовки заготовки 14 в прессформу 1 толкатель 9 при помощи пружины 12 снова заходит в полость зажимной камеры 2. При прессовании заготовок типа роликов процесс осуществляют также, как и при прессовании втулок, за исключением того, что плунжер-клапан 10 все время остается в верхнем положении, благодаря закрытию вентиля 19.
Предлагаемое устройство позволяет сократить технологический цикл изготовления заготовок способом контурного прессования с 5-30 суток до 5-8 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2299121C1 |
| Полуавтоматический гладильный пресс | 1954 |
|
SU100244A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| ПРЕСС ДЛЯ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ НИЗА ОБУВИ | 1948 |
|
SU85892A1 |
| Гидропресс-автомат для изготовления заготовок анизотропных бариевых магнитов | 1960 |
|
SU142875A1 |
1. Устройство к гидравлическому прессу для изготовления заготовок из древесины способом контурного прессования, включающее приемную прессформу и прессующую головку с приспособлением для получения заготовок типа втулок, отличающееся тем, что, с целью совмещения процессов сушки, нагрева и прессования, прессующая головка выполнена в виде зажимной камеры с конической внутренней поверхностью, соединенной посредством запорного золотника и шлангов с компрессором и установленной на жестко монтированном на верхней плите пресса толкателе, также соединенном с компрессором.
2. Устройство по п. 1, отличающееся тем, что приспособление для получения заготовок типа втулок выполнено в виде смонтированного внутри толкателя запорного плунжер-клапана со сферическим съемным наконечником, поджимаемым в верхнее положение пружиной.
