Известны станки для обработки тороидных валков, на станине которых установлены имеющие механизмы подачи бабок изделия с приводом вращения шпинделя и инструментальная бабка с вращающимся инструментом, качающаяся при помощи рычага в плоскости оси шпинделя вокруг неподвижной оси, смонтированной в ползуне станины, и снабженная механизмом настройки радиуса обработки.
Отличается предлагаемый станок тем, что механизм подачи бабок выполнен в виде кривошипно-шатунного механизма, шатун которого связан с толкателем инструментальной бабки при помощи цилиндрической пружины и сухаря, заключенных в стакане, а на станине установлены два упора, ограничивающие угол качания рычага меахнизма подачи инструментальной бабки и длину хода бабки изделия.
Такое исполнение станка позволяет за одну операцию обработать валок по цилиндрической и тороидной частям профиля.
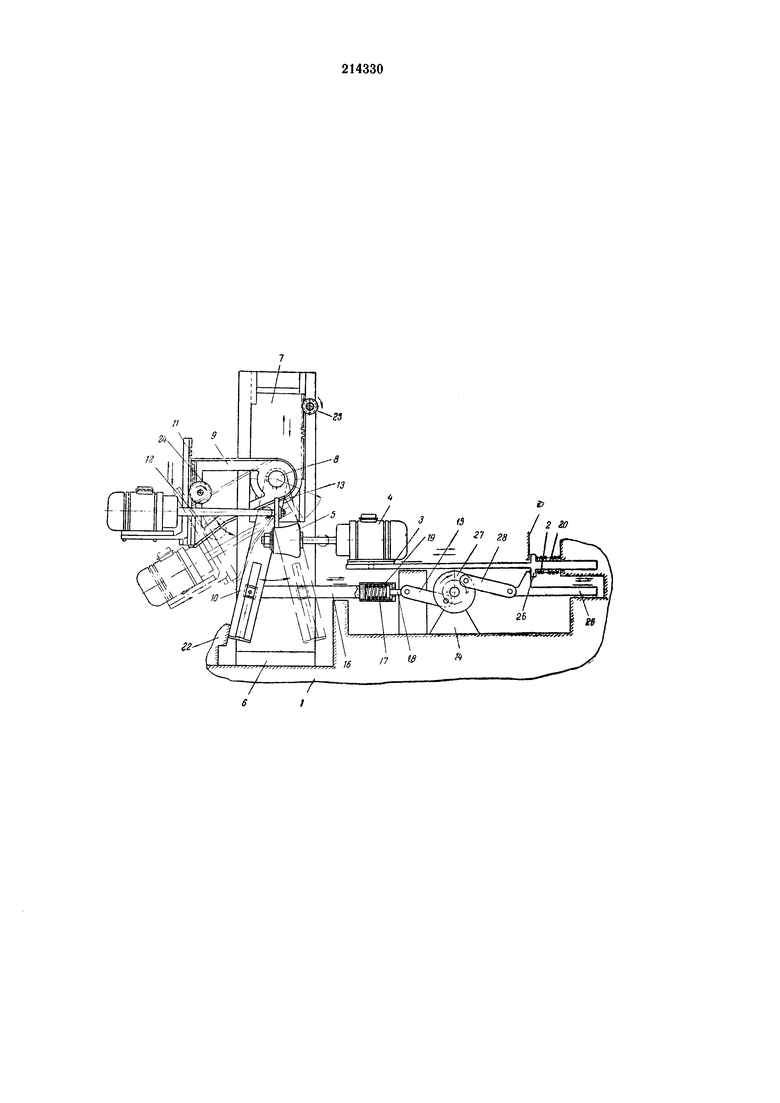
На чертеже представлена схема описываемого станка.
Станина станка состоит из плиты 1, по которой перемещается бабка 2 изделия. На поворотной плите 3 установлен электродвигатель 4, вал которого служит оправкой для установки обрабатываемой детали 5. Станина имеет стойку 6, на направляющих которой установлен ползун 7, несущий ось 8 качания инструментальной бабки 9 и рычаг 10 привода подачи инструментальной бабки, несущей ползун 11, на котором смонтирован электрошпиндель 12 вращения шлифовального круга 13. Механизм 14 привода качания инструментальной бабки и возвратно-поступательного движения бабки изделия выполнен в виде кривошипно-шатунного механизма, шатун 15 которого связан с толкателем 16 инструментальной бабки при помощи цилиндрической пружины 17 и сухаря 18, заключенных в стакан 19. Бабка изделия находится под постоянным воздействием пружины 20. На станине установлены упоры 21 и 22, ограничивающие длину хода бабки изделия и угол качания инструментальной бабки. При помощи шестерен 23 и 24 настраивается радиус качания шлифовального круга. Во время движения подачи, осуществляемого инструментом качания бабки 9 вокруг оси 8, изделие только вращается и обрабатывается тороидная часть профиля. Когда рычаг 10 достигает упора 22, а толкатель 25 уступа 26 на бабке изделия, начинают сжиматься пружины 17 и 20, качание бабки приостанавливается и начинается перемещение бабки изделия вдоль оси вращения детали, в результате чего обрабатывается цилиндрическая часть профиля. Дальнейшее вращение диска 27 отводит шатун 28 и толкатель 25, пружина 20 возвращает бабку изделия в первоначальное положение, т.е. до упора 21, а бабка 9 инструмента начинает поворачиваться вокруг оси 8. Обрабатывается тороидная часть профиля, но уже в обратном направлении.
Поперечная подача инструмента осуществляется шестерней 24. Смена изделия по окончании обработки производится с помощью поворотной плиты 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Устройство для суперфинишной обработки деталей | 1986 |
|
SU1404300A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| УСТРОЙСТВО для ОБРАБОТКИ АСФЕРИЧЕСКИХ" ПОВЕРХНОСТЕЙ | 1973 |
|
SU384656A1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
Станок для обработки тороидных валков, на станине которого установлены имеющие механизмы подачи бабка изделия с приводом вращения шпинделя и инструментальная бабка с вращающимся инструментом, качающаяся при помощи рычага в плоскости оси шпинделя вокруг неподвижной оси, смонтированной в ползуне станины, и снабженная механизмом настройки радиуса обработки, отличающийся тем, что, с целью возможности обработки валков по цилиндрической и тороидной частям профиля за одну операцию, механизм подачи бабок выполнен в виде кривошипно-шатунного механизма, шатун которого связан с толкателем инструментальной бабки при помощи цилиндрической пружины и сухаря, заключенных в стакане, а на станине установлены два упора, ограничивающие угол качания рычага механизма подачи инструментальной бабки и длину хода бабки изделия.
