Описываемый способ относится к области изготовления из полосы или ленты изделий цилиндрической формы с радиальными пазами и может быть использован при производстве сердечников статоров и роторов торцовых электрических машин.
Известен способ изготовления сердечников статоров и роторов торцовых электрических машин путем послойной намотки металлической ленты с выштампованными пазами. По известному способу сначала штампуют пазы в ленте, а затем для образования сердечника ленту наматывают, изгибая на ребро.
Увеличение диаметра сердечника, получаемого путем гибки ленты с выштампованными пазами на плоскость, неизбежно вызывает смещение пазов каждого следующего ряда сердечника относительно предыдущего.
Предлагаемый способ отличается от известного тем, что одновременно перемещают не отштампованную часть ленты в рабочую зону штампа и производят намотку выштампованной части ленты. В процессе намотки сердечника его поворачивают на постоянный угол, а подачу материала ленты в рабочую зону штампа производят с шагом, изменяющимся в зависимости от диаметра соответствующего ряда сердечника.
Это отличие позволяет получать сердечники с точно совпадающими во всех рядах пазами, а также обеспечивает повышение производительности процесса.
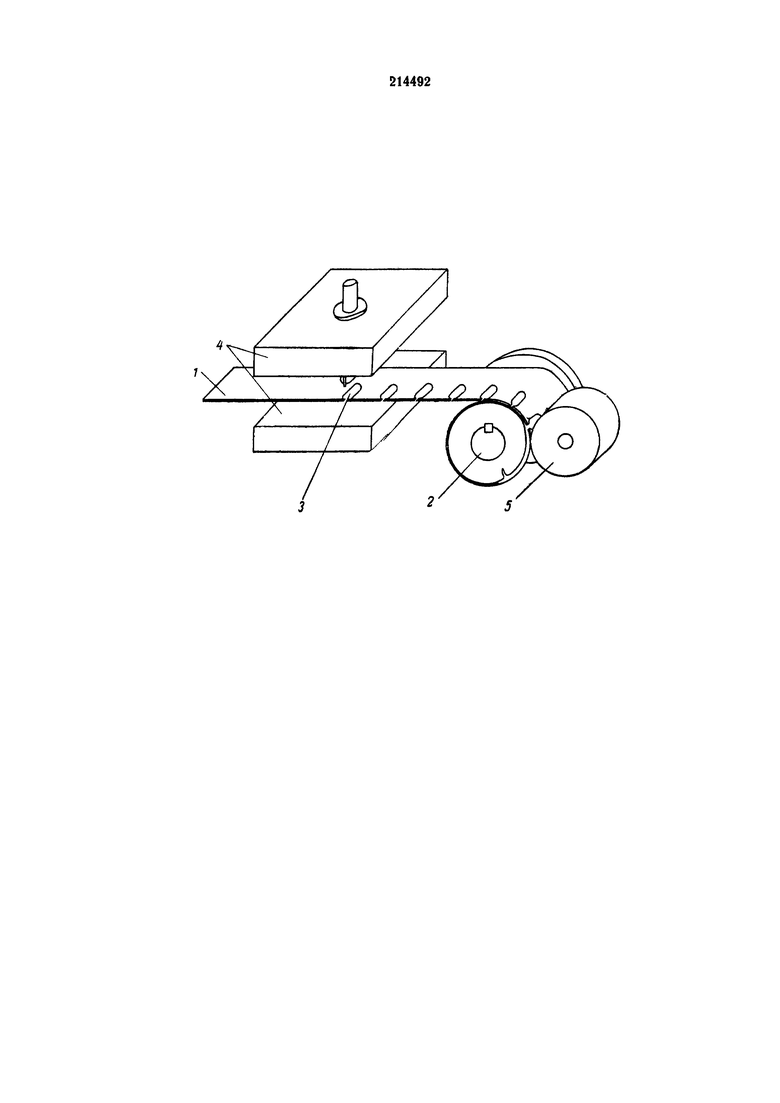
Сущность изобретения поясняется чертежом.
На конце полосы или ленты 1 образуют выступ и закрепляют его на оправке 2. Последнюю поворачивают на постоянный угол, при этом ленту перемещают на шаг, соответствующий величине ее намотанной части и пробивают очередной паз 3 штампами 4. Вследствие постепенного увеличения диаметра намотки изменяют величину подачи материала и соответственно линейный шаг пазов.
Для обеспечения необходимой плотности намотки и предохранения сердечника от разматывания наматываемую ленту поджимают роликом 5, который одновременно смазывает материал клеем.
Способ изготовления изделий цилиндрической формы с радиальными пазами, например сердечников статоров и роторов торцовых электрических машин, путем намотки металлической ленты с выштампованными пазами, отличающийся тем, что, с целью обеспечения точного совмещения осей пазов с радиусами сердечников и повышения производительности процесса, одновременно производят подачу в рабочую зону штампа неотштампованной и намотку выштампованной частей ленты, причем в процессе намотки сердечника его поворачивают на постоянный угол и изменяют при этом шаг подачи штампуемой ленты и линейный шаг пазов в зависимости от изменения диаметра сердечника.
