Известные сдвоенные пресс-формы для литья изделий из термопластов под давлением позволяют производить только заливку деталей, не связанных между собой по этажам, из-за невозможности извлечения общего литника.
Предложенная преосформа отличается тем, что литниковая втулка выполнена из двух частей, закрепленных в подвижной и средней плитах и имеющих конусные отверстия, большими диаметрами которых они прилегают друг к другу. Это упрощает процесс отделения литникового хода от отливки.
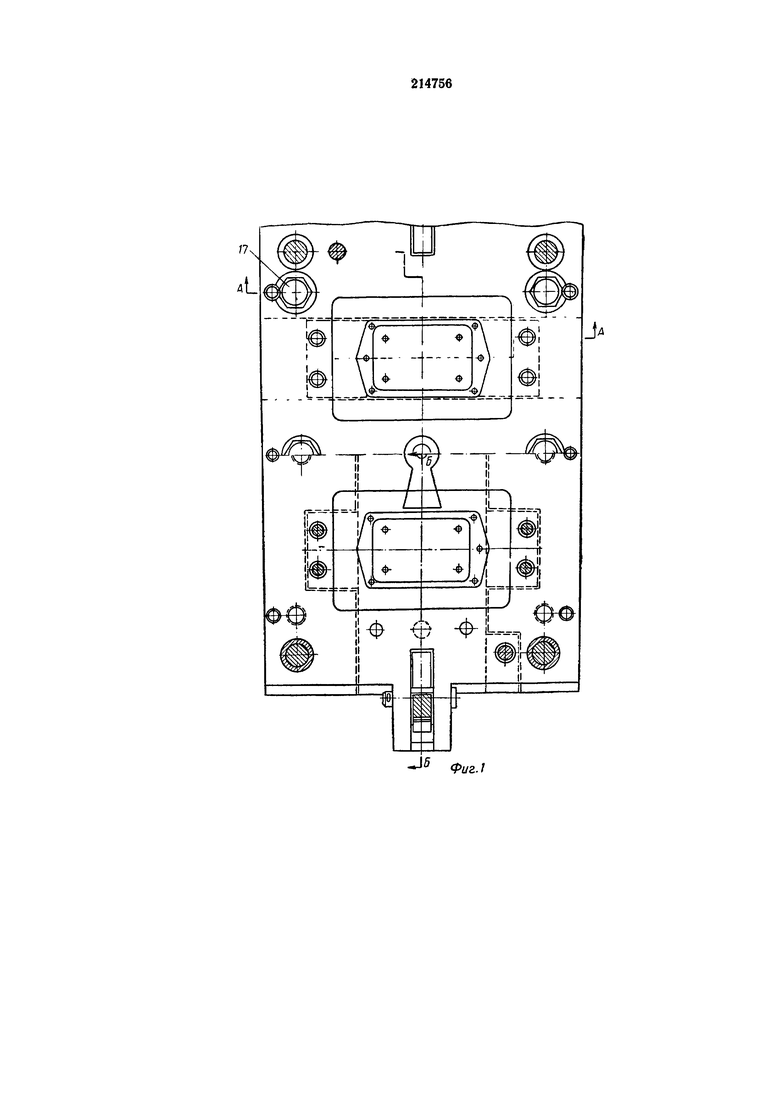
На фиг. 1 изображен вид на среднюю часть прессформы в плоскости разъема I и на подвижную часть в плоскости разъема II; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Прессформа состоит из неподвижной части, которая включает плиту 1, крепящуюся на литейную машину, обойму 2 с матрицами 3, контртолкатели 4 и направляющие колонки 5, посредством которых центрируются все части прессформы; средней части, включающей обойму 6 с пуансонами 7, скрепленную болтами 8 через промежуточные плиты 9 с обоймой 10 с матрицами 11, пакет 12 с толкателями 13 и направляющие колонки 14, являющиеся в то же время толкающими и связанными с подвижной частью. Подвижная часть состоит из обоймы 15 с пуансонами 16, скрепленной болтами 17 через брусья 18 с плитой 19, которая крепится к подвижному постаменту машины, и пакета 20 с толкателями 21, перемещающегося на направляющих колонках 22 при помощи толкающего бруса 23, приводимого в движение неподвижными упорами литейной машины. Толкающий брус 23 через запорное устройство, представляющее собой крюк 24 с хомутом 25 и осями 26 и 27, связан с пуансонодержателем 28 пробивного пуансона 29 и толкающими колонками 30, которые при помощи крюка 31 с пружиной 32, ограничителя 33 и осей 34 и 35 расцепляют второй этаж и толкающими колонками 36 приводят в движение пакет 12 толкателей.
Матрицей для пробивного пуансона служит половина 37 литниковой втулки, которая закреплена в средней части прессформы и большим диаметром конусного отверстия примыкает ко второй половине 38 втулки, закрепленной в неподвижной части прессформы. Контртолкатель 39 связан с пакетом 20 и служит для его возврата в исходное положение.
В закрытом состоянии в прессформу впрыскивается сплав через части 37 и 38 литниковой втулки, который заполняет оформляющие полости в обоих этажах. Затем происходит раскрытие прессформы сначала по разьему I, так как средняя часть прессформы скреплена с подвижной частью при помощи крюка 31, при этом из втулки вытягивается ходовой литник. Перед окончанием раскрытия первого этажа толкающий брус 23, упираясь в неподвижные упоры машины, начинает двигаться по направляющим колонкам 22, ведя за собой крюком 24 пуансонодержатель 28 с закрепленным в нем пробивным пуансоном 29, отделяет ходовой литник от питателей в плоскости разъема II, выталкивая его из литниковой втулки. Одновременно закрепленные в пуансонодержателе 28 толкающие колонки 36 направляющими колонками 14 перемещают пакет 12 с толкателями 13 и сталкивают отливки с пуансонов 7 первого этажа прессформы. При дальнейшем перемещении пуансонодержателя 28 толкающая колонка 30, нажимая на выступ крюка 31, сбрасывает его с оси 34, освобождая тем самым среднюю часть прессформы, которая, дойдя до бурта контртолкателей 4, останавливается. Пресс-форма начинает раскрываться по плоскости разъема II. Одновременно крюк 24, упираясь своим выступом в хомут 25, сбрасывается с оси 27, расцепляя толкающий брус 23 и пуансонодержатель 28. Пуансонодержатель 28 остается на месте, упершись в бурт направляющей 22, а толкающий брус 23, продолжая движение, наталкивается на пакет 20 с толкателями 21, перемещает его до упора в обойму 15 и сталкивает отливки с пуансонов 16 второго этажа прессформы.
После извлечения отливок прессформа закрывается. Закрытие происходит вначале по плоскости разъема II. При этом контртолкатели 4 начинают возвращать толкающий брус 23 в исходное положение. При сближении подвижной и средней частей прессформ контртолкатели 39 возвратят пакет 20 в исходное положение: до упора в бурт направляющей колонки 22. Одновременно ось 34, скользя по скосу крюка 31, отожмет его, а пружина 32 при смыкании частей прессформы надвинет крюк 31 на ось 34.
Затем начнет смыкаться плоскость разъема I.
Контртолкатели 4 толкающим брусом 23 осаживают в исходное положение пуансонодержатель 28 с толкающими колонками 30 и 36. При этом крюк 24, упираясь своим выступом в хомут 25, забрасывается на ось 27.
Одновременно направляющие колонки 14, упираясь в обойму 2 осаживают пакет 12 в исходное положение до упора в матрицы 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| Универсальный блок литьевого прессования изделий из реактопластов | 1978 |
|
SU725889A1 |
| Этажная литьевая форма | 1990 |
|
SU1742084A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1168328A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU626883A1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |

Сдвоенная пресс-форма для литья под давлением, включающая неподвижную плиту, среднюю и подвижную плиты с пакетами, выталкивателей, направляющие колонки, запорное устройство и литниковую втулку, отличающаяся тем, что, с целью упрощения процесса отделения литникового хода от отливки, литниковая втулка выполнена из двух частей, закрепленных в подвижной и средней плитах и имеющих конусные отверстия, большими диаметрами которых они прилегают друг к другу.
