Известны устройства для шлифования шеек и торцов тяжелых деталей, типа вагонных осей, базируемых шлифуемым концом на двух опорах, при этом свободный конец детали установлен на приводные ролики.
Предлагаемое устройство отличается от известных тем, что, с целью повышения точности обработки, оно снабжено подпружиненным роликом, установленным между опорами, выполненными в виде двух жестких ножей, и независимой бабкой, осуществляющей шлифование торца.
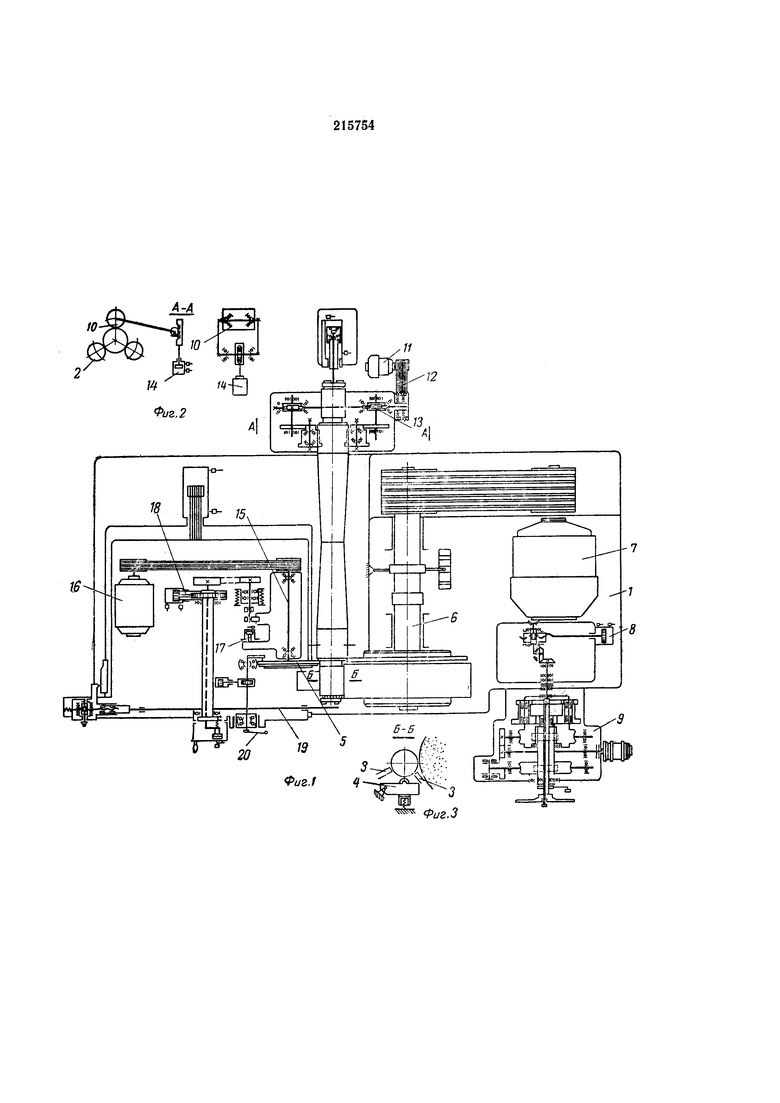
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Устройство содержит шлифовальную бабку 1, приводные ролики 2, опорные ножи 3, подпружиненный ролик 4 и независимую шлифовальную бабку 5 для шлифования торцов обрабатываемых изделий.
Шлифовальная бабка 1 осуществляет шлифование цилиндрических шеек обрабатываемых изделий. В бабке смонтированы шпиндель 6 шлифовального круга и электродвигатель 7. Перемещение бабки осуществляется гидроцилиндром 8 и планетарным механизмом 9 подачи.
В одном узле с приводными роликами 2 смонтирован прижимной ролик 10. Вращение приводных роликов осуществляется электродвигателем 11 через ременную передачу 12 и червячный редуктор 13. Движение прижимного ролика осуществляется гидроцилиндром 14.
Опорные ножи 3 расположены под шлифуемым концом обрабатываемого изделия. Для уменьшения усилия прижима изделия к опорным ножам между ними монтируется подпружиненный ролик 4.
Независимая шлифовальная бабка 5 состоит из шпинделя 15, приводимого во вращение электродвигателем 16. Перемещение бабки на изделие осуществляется гидроцилиндром 17 и механизмом 18 подачи.
Для загрузки изделий в устройстве предусмотрен загрузитель-подъемник. После загрузки включается электродвигатель 11 и начинается вращение изделия. Одновременно включаются механизмы подачи шлифовальных бабок 1 и 5 и начинается одновременный подвод шлифовальных бабок и шлифование шейки и торца изделия.
Контроль диаметра шейки осуществляется в процессе шлифования измерительным прибором, шлифование торца производится по времени.
После окончания шлифования шлифовальные бабки отводятся и обработанное изделие выгружается из устройства. Периодически производится правка шлифовальных кругов приборами 19 и 20 правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| Станок для одновременного шлифования всех или нескольких кулачков распределительного вала | 1961 |
|
SU147939A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
Устройство для шлифования шеек и торцов тяжелых деталей, типа вагонных осей, базируемых шлифуемым концом на двух опорах, одна из которых выполнена в виде жесткого ножа, при этом свободный конец детали установлен на приводные ролики, отличающееся тем, что, с целью повышения точности обработки, устройство снабжено подпружиненным роликом, установленным между опорами, выполненными в виде двух жестких ножей, и независимой бабкой, осуществляющей шлифование торца.
