Известны автоматы для сборки узлов часовых механизмов, например колес с трибами, содержащие пресс-потанс с расклепочным пуансоном и загрузочное устройство, из которого детали поступают в подвижный и неподвижный ловители.
Предложенный автомат уменьшает продолжительность сборки и обеспечивает использование расклепочного пуансона для съема готового узла.
Для этого в подвижном ловителе выполнено сквозное окно для загрузки триба в неподвижный ловитель одновременно с загрузкой колеса в подвижной ловитель, а расклепочный пуансон соединен с вакуумным насосом.
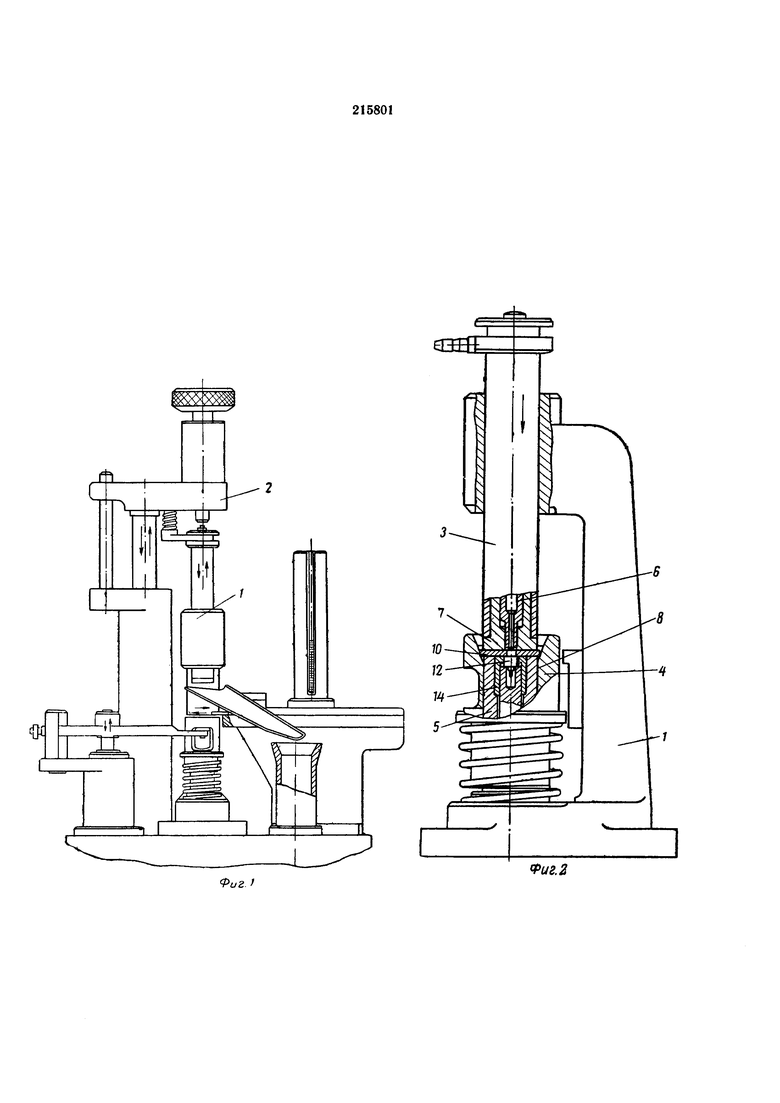
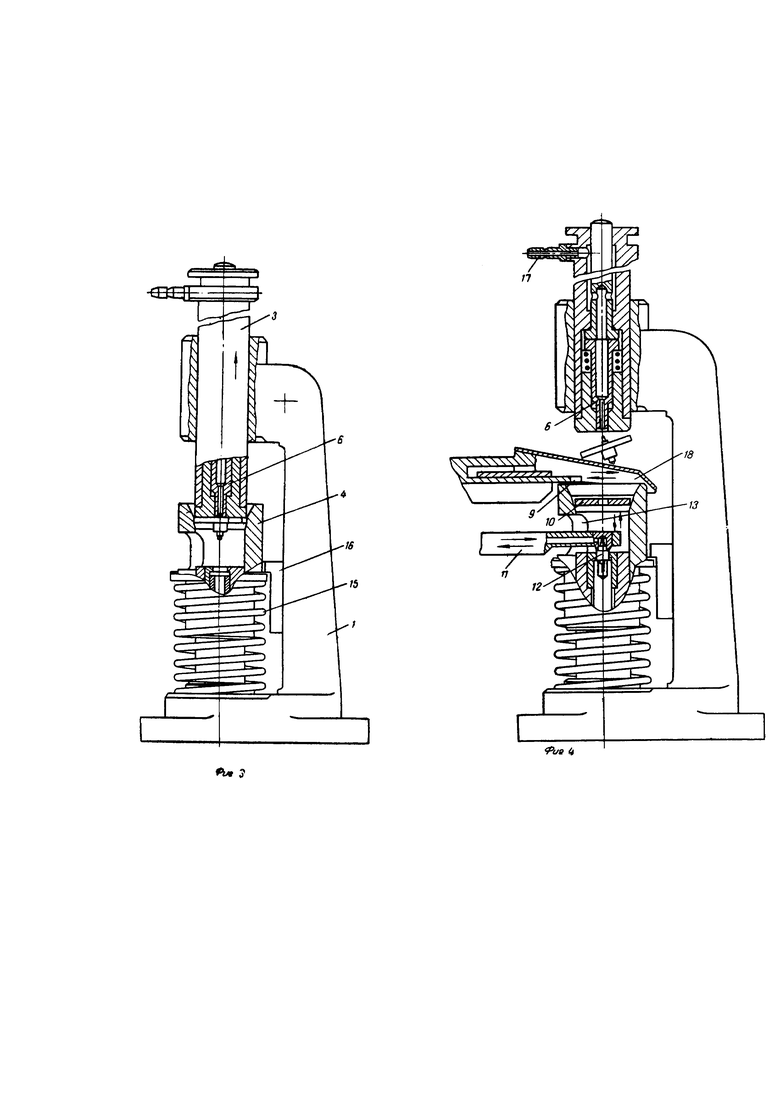
На фиг. 1 изображен автомат в общем виде; на фиг. 2 - пресс-потанс в рабочем положении; на фиг. 3 - пресс-потанс после напрессовки; на фиг. 4 - пресс-потанс в момент загрузки и разгрузки.
Автомат содержит пресс-потанс 1 с рабочей головкой 2 для перемещения пиноли 3. Собираемые детали загружаются в подвижный 4 и неподвижный 5 ловители. На пиноли 3 закреплены расклепочный пуансон 6 и досылатель 7.
В приемный конус 8 подвижного ловителя 4 шибером 9 подается колесо 10, одновременно механическая рука 11 вводит триб 12 через сквозное окно 13 подвижного ловителя 4 и устанавливает его в гнезде 14 неподвижного ловителя 5. Колесо 10 насаживается на триб 12 досылателем 7, после чего в случае необходимости осуществляется расклепывание триба 12 пуансоном 6.
После напрессовки (или напрессовки с последующей расклепкой) пиноль 3 перемещается вверх. Вместе с ней поднимается пуансон 6 с собранным узлом, поджимаемым снизу подвижным ловителем 4, перемещаемым под действием пружины 15 до упора 16.
При дальнейшем перемещении пиноли 3 вверх собранный узел удерживается в пуансоне 6, выполненном в виде полого стержня, за счет вакуума, подведенного через штуцер 17 от вакуумного насоса (не показанного на чертеже).
Одновременно с выводом механической руки 11 из окна 13 после загрузки очередного триба 12 снимается вакуум с пуансона 6 и собранный узел падает на наклонный желоб 18, укрепленный на шибере 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки плоских деталей с деталями типа "ось" или "втулка | 1980 |
|
SU1084719A1 |
| УСТРОЙСТВО для СБОРКИ УЗЛОВ ПРИБОРОВ | 1972 |
|
SU345469A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| 1ПйГШТШ-ИКШН1С1 | 1973 |
|
SU363567A1 |
| Потанс для сборки балансового моста с градусником с подвижной колонкой | 1973 |
|
SU457964A1 |
| Автооператор для многошпиндельных станков | 1986 |
|
SU1465248A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
1. Автомат для сборки узлов часовых механизмов, например колес с трибами, содержащий пресс-потанс с расклепочным пуансоном и загрузочное устройство, из которого детали поступают в подвижный и неподвижный ловители, отличающийся тем, что, с целью уменьшения продолжительности цикла сборки, в подвижном ловителе выполнено сквозное окно для загрузки триба в неподвижный ловитель одновременно с загрузкой колеса в подвижный ловитель.
2. Автомат по п. 1, отличающийся тем, что, с целью использования расклепочного пуансона для съема готового узла, автомат снабжен вакуумным насосом, соединенным с расклепочным пуансоном.
