Предлагаемая шпиндельная головка может быть использована в станках для намотки ленточных материалов целлюлозно-бумажной, текстильной и других отраслей промышленности.
В станках для намотки ленточных материалов с известной шпиндельной головкой после намотки и отруба определенной длины ленты необходимо остановить станок для последующей заправки ленты в шпиндельную головку.
С целью обеспечения захвата ленточного материала без его остановки, каждый из шпинделей шпиндельной головки выполнен с иглами-захватами, смонтированными с возможностью их возвратно-поступательного движения с помощью привода движения в корпусе шпинделя.
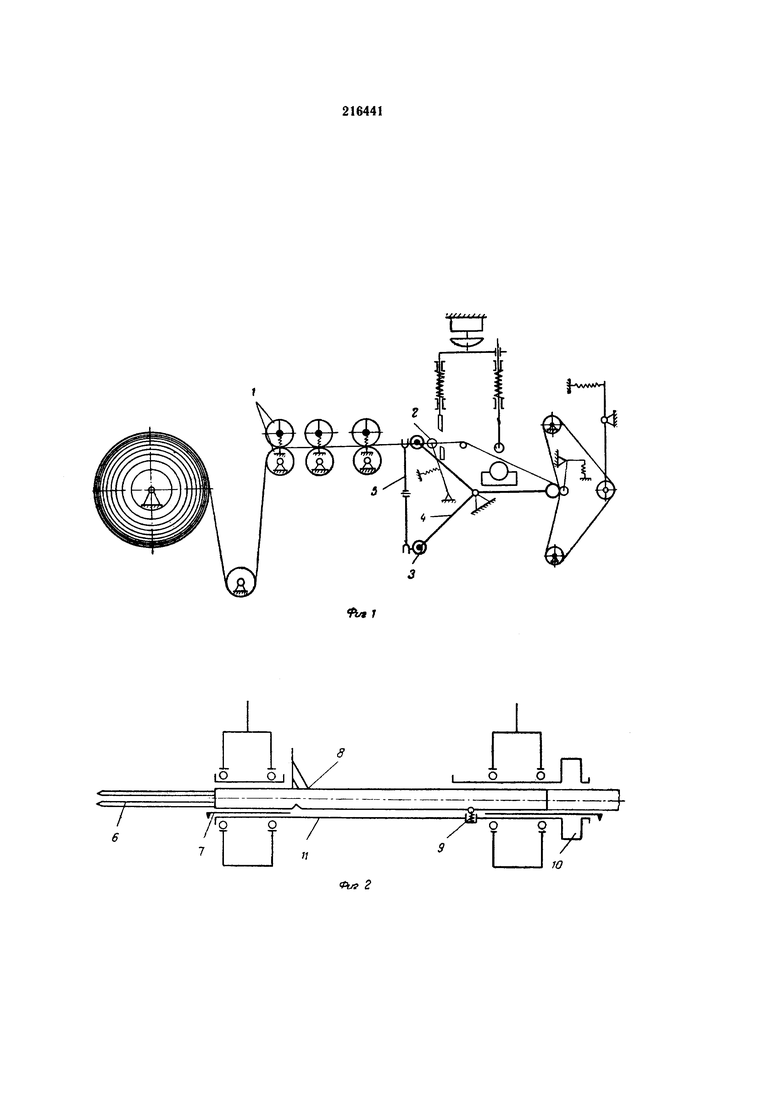
На фиг. 1 изображена кинематическая схема станка для намотки ленточных материалов; на фиг. 2 - шпиндельная головка станка.
Станок включает направляющие валки 1, ролик 2 предварительной намотки, служащий для закрепления ленты на шпинделе 3 шпиндельной головки 4, механизм 5 перемещения шпинделей, сообщающий им возвратно-поступательное движение. Шпиндель шпиндельной головки выполнен с иглами-захватами 6, шпонкой 7, упором 8 для перемещения шпинделя механизмом перемещения шпинделей, пружинным фиксатором 9, роликом 10 шпинделя, служащим для передачи шпинделю вращения, гильзой 11.
Перед включением станка свободный конец ленты бобины протягивают через направляющие валки 1 и щель, образуемую иглами-захватами 6. После включения шпиндельная головка 4 поворачивается от мальтийского механизма привода.
Ролик 10 шпинделя, жестко связанный с гильзой 11, соприкасается с постоянно вращающимся роликом 2 предварительной намотки.
Ролик 10, гильза 11 и связанный с ними через шпонку 7 шпиндель 3 вращаются, и лента наматывается на шпиндель.
Ролик 10 шпинделя поворачивается вместе со шпиндельной головкой 4, толкая впереди себя ролик 2 предварительной намотки до тех пор, пока их траектории движения не разойдутся. Ролик 2 предварительной намотки под действием пружины возвращается в исходное положение, а ролик 10 шпинделя вводится в постоянно вращающуюся ременную передачу, где производится окончательная намотка бобины и проклеивание отрезанного конца ленты. Механизмом 5 перемещения шпинделей через упор 8 шпиндель 3 переводится в крайнее заднее положение, где его фиксирует пружинный фиксатор 9.
При этом производится сброс намотанной бобины.
Затем шпинделю сообщают возвратное движение, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки ленточного материала | 1979 |
|
SU867826A1 |
| Устройство для намотки рулонного материала | 1982 |
|
SU1106772A1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| Устройство для упаковки полупроводниковых изделий с односторонними выводами | 1980 |
|
SU950600A1 |
| Станок для непрерывной намотки нитевидного материала | 1990 |
|
SU1803377A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| СТАНОК ДЛЯ НАМОТКИ ЛЕНТЫ В РУЛОНЧИКИ | 1970 |
|
SU271297A1 |
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU900335A1 |
| Автомат для намотки заготовок из ленточных материалов | 1986 |
|
SU1390161A1 |
Шпиндельная головка для намотки ленточных материалов, включающая несколько периодически вращающихся вокруг своей оси намоточных шпинделей, расположенных на определенном расстоянии от оси шпиндельной головки, отличающаяся тем, что, с целью обеспечения захвата ленточного материала без его остановки, каждый из шпинделей выполнен с иглами-захватами, смонтированными с возможностью их возвратно-поступательного движения в корпусе шпинделя с помощью привода.
