Известен штемпельный пресс для брикетирования торфа и подобных сыпучих материалов, включающий станину, бункер, штемпель, совершающий возвратно-поступательное движение, и плунжер для допрессовки.
Привод плунжера осуществляется от коленчатого вала пресса, с помощью сложной и громоздкой системы рычагов, затрудняющей регулирование хода плунжера в зависимости от изменения свойств брикетируемого материала.
Цель изобретения - автоматическое регулирование хода плунжера в зависимости от изменения свойств брикетируемого материала.
Достигается это тем, что плунжер для допрессовки соединен со штемпелем двумя гибкими тягами, установленными на опорном валике, смонтированном на станине пресса.
Кроме того, плунжер для допрессовки может быть выполнен со скалывающим ножом.
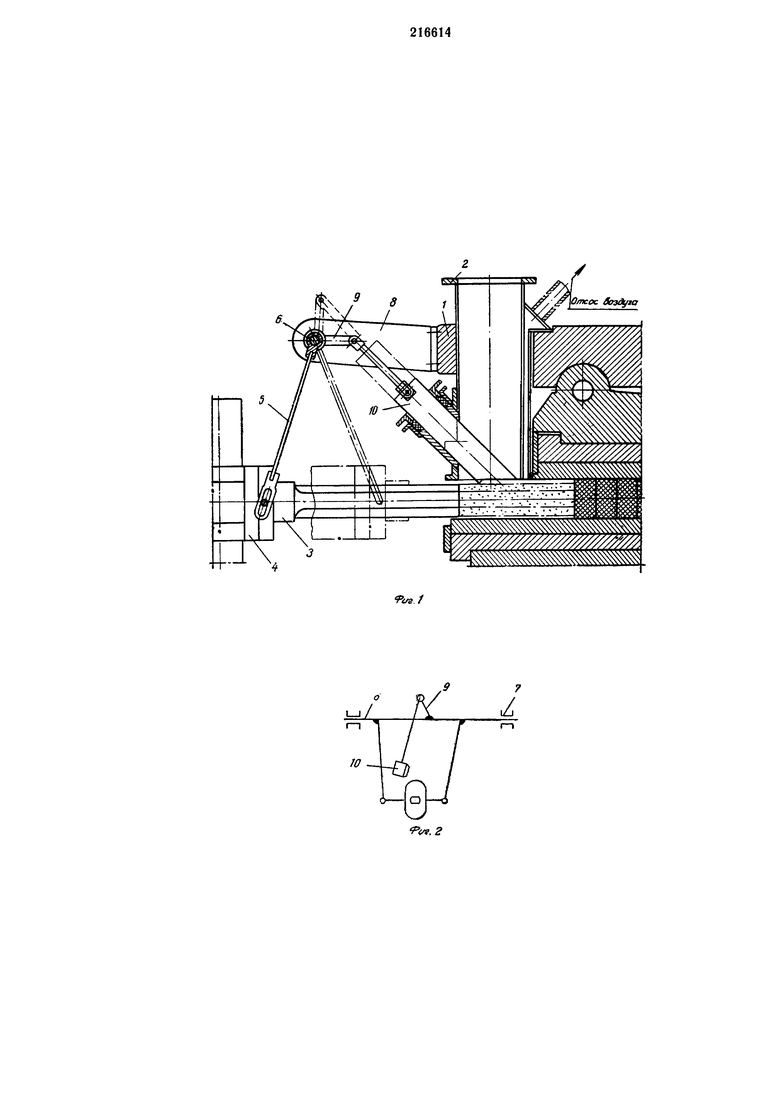
На фиг. 1 схематически изображена часть описываемого штемпельного пресса; на фиг. 2 - его кинематическая схема.
На станине 1 пресса смонтированы бункер 2 и штемпель 3, приводимый в возвратно-поступательное движение кривошипно-шатунным механизмом от штока 4. К штемпелю крепятся с обеих сторон гибкие тяги 5, которые укреплены на штифте 6, установленном в опорах 7. Штифт смонтирован на рычаге 8, связанном со станиной пресса. На штифте установлен также рычаг 9, который с помощью рычага 8 передает возвратно-поступательное движение плунжеру 10. Последний выполнен со скалывающим ножом.
Пресс работает следующим образом.
Брикетируемый материал поступает в бункер 2. В нижней части бункера материал захватывается штемпелем 3 и проталкивается в матричный канал, где и происходит образование брикета. Во время работы пресса тяги 5 совершают маятниковое движение и заставляют штифт 6, а вместе с ним и рычаг 9 совершать вращательное движение на определенный угол.
При рабочем движении штемпеля 3 гибкие тяги 5 выводят рычаг 9 в верхнее положение, и плунжер 10 совершает, холостой ход (вверх). При холостом движении штемпеля тяги поворачивают штифт 6 по часовой стрелке и с помощью рычагов 8 и 9 заставляют плунжер 10 совершать рабочий ход. Брикетируемый материал при этом уплотняется и подается в зону загрузки штемпеля. Затем штемпель совершает рабочий ход, и цикл работы плунжера повторяется.
Тяги 5, выполненные из пружинной стали играют роль предохранительного устройства. При перегрузке плунжера 10 они изгибаются не поворачивая штифта 6, и ход плунжера автоматически изменяется. Таким образом ход плунжера автоматически регулируется в зависимости от изменения свойств брикетируемого материала.
Воздух, выделяющийся при уплотнении брикетируемого материала плунжером 10 и штемпелем 3, отсасывается камерой, расположенной в передней части бункера 2 пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИКЕТИРОВАНИЯ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО ТОРФА | 1964 |
|
SU164825A1 |
| БРИКЕТИРОВОЧНЫЙ ПРЕСС | 1972 |
|
SU435951A1 |
| Брикетный штемпельный пресс для сыпучих материалов | 1981 |
|
SU1017511A1 |
| Брикетный штемпельный пресс | 1980 |
|
SU885046A1 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| Подпрессовыватель брикетного пресса | 1982 |
|
SU1092276A1 |
| Устройство для брикетирования отходов кенафа | 1990 |
|
SU1728285A1 |
| БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС | 1996 |
|
RU2088406C1 |
| Способ определения относительной деформации торфа при прессовании на штемпельном прессе и устройство для его осуществления | 1980 |
|
SU969540A1 |
| РОТАЦИОННЫЙ МНОГОКАНАЛЬНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ТОРФА | 1970 |
|
SU261224A1 |
1. Штемпельный пресс для брикетирования торфа и подобных сыпучих материалов, включающий станину, бункер, штемпель, совершающий возвратно-поступательное движение, и плунжер для допрессовки, отличающийся тем, что, с целью обеспечения автоматического регулирования хода плунжера в зависимости от изменения свойств брикетируемого материала, плунжер для допрессовки соединен со штемпелем двумя гибкими тягами, установленными на опорном валике, смонтированном на станине пресса.
2. Пресс по п. 1, отличающийся тем, что плунжер для допрессовки выполнен со скалывающим ножом.
