Известен задающий рольганг прокатного стана, содержащий горизонтальные ролики с индивидуальным при1водом и вертикальные неприводные ролики.
Предложенный рольганг отличается от известного тем, что, с целью совмещения операций транспортировки и задачи полосы в калибры валков, горизонтальные ролики установлены на поворотных плитах, соединенных общей тягой с приводом и снабженных гидрозажимами для фиксации их в одном из рабочих положений.
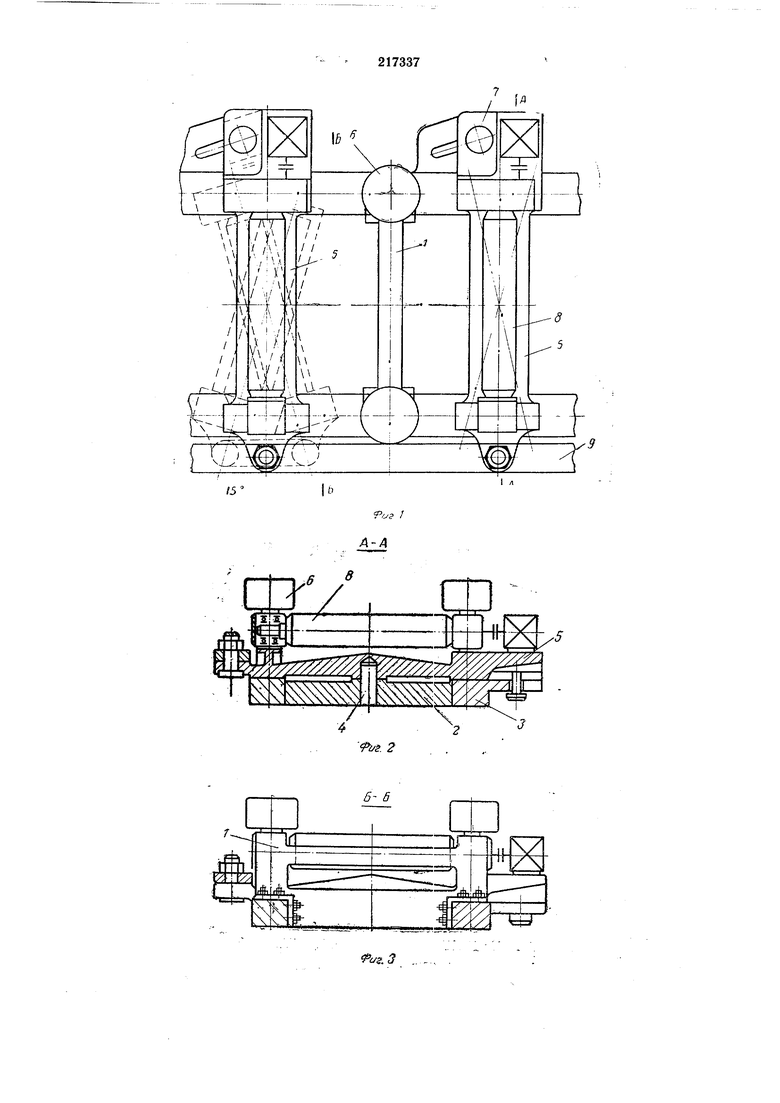
На фиг. 1 изображен задающий рольганг, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 -разрез по Б-Б на фиг. 1.
Задающий рольганг состоит из рамы, выполненной в виде двух соединенных между собой траверсами 1 к 2 продольных направляющих 3 (одни траверсы являются опорами осей 4 для вращения поворотных плит 5 другие - опорами вертикальных роликов 6) гидроприжимов 7, служащих для жесткой фиксации горизонтальных роликов 8, щарнирных тяг 9 привода поворота.
На фиг. 1 пунктирными линиями показаны .промежуточные положения горизонтальных роликов 8, когда их оси -находятся под углом 15° по отнощению к оси, перпендикулярной оси рольганга. Горизонтальные ролики могут занимать три основных положения, что соответствует условиям задачи полосы в один из трех калибров. Гидроприжимы работают синхронно, и включение их сблокировано с приводом поворота.
Устройство действует следующим образом. После резки на ножницах полоса транспортируется к стану только по средней части рольгангов. Для задачи ее в средний калибр горизонтальные ролики устанавливаются
перпендикулярно оси рольганга. Если же полосу нужно направить в правый или левый |калибр, то горизонтальные ролики поворачиваются в соответствующее положение. Движущаяся полоса смещается от середины,
прижимается к вертикальным роликам и точно задается в нужный калибр.
Предмет изобретения
20
Задающий рольганг прокатного стана, включающий горизонтальные ролики с индивидуальным приводОМ и вертикальные неприводные ролики, отличающийся тем, что, с
целью совмещения операций транспортировки и задачи полосы в калибры валков, горизонтальные ролики установлены на поворотных плитах, соединенных общей тягой с приводом и снабженных гидрозажимами для
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| МОТАЛКА ГОРЯЧЕЙ ПОЛОСЫ | 1973 |
|
SU389861A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |