Известен способ охонингования цилиндрических зубчатых колес с наружным зубом путем совместной обкатки инструмента (хона), выполненного в виде абразивного зубчатого колеса наружного зацепления, и изделия при относительном продольном взаимном перемещении и радиальном или окружном наГрул ении для создания силы резания.
Этот способ не обеспечивает получения правильного эвольвентного профиля обрабатываемых зубьев колеса.
Предлагаемый способ хонингования зубчатых колес наружного зацепления отличается тем, что скорости скольжения по всей высоте профиля зуба выравнивают с номощью абразивного зубчатого колеса внутреннего зацепления диаметром, близким к диаметру обрабатываемого изделия. В результате повышается точность эвольвентного нрофиля зубчатых колес.
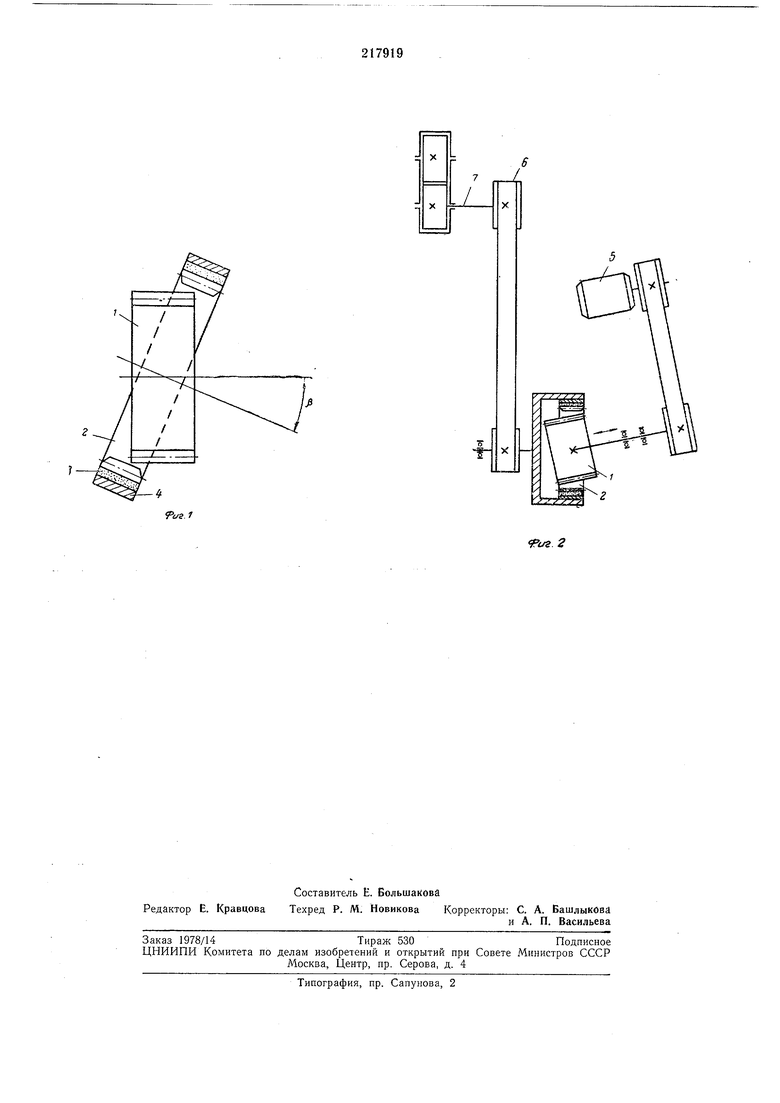
На фиг. 1 изображена схема установки об рабатываемого колеса и хона; на фиг. 2 - кинематическая схема хонинговального станка.
Обрабатываемое зубчатое колесо 1 устанавливается на шпинделе шлифова.льной бабки станка, а на планшайбе передней бабки закрепляется зубчатый хон 2, имеющий абразивное зубчатое колесо 3 с внутренним зубом, запрессованное в процессе изготовления абразива в стальной обод 4. Оси шпинделя и
планшайбы скрещены иод небольшим углом.
Зубчатое колесо вводится в зацепление с инструментом (хоном) при помощи продольной подачи стола станка и устанавливается на заданном межцентровом расстоянии от хона поперечной подачей.
Правильность установки зубчатого колеса контролируется величиной бокового зазора, определяемого стрелочным индикатором (на чертел е не показан). Затем зубчатому колесу
0 электродвигателя 5 сообщается вращение и возвратно-поступательное движение.
Зубчатый хон через клиноременную передачу 6 связан с валом гидротормоза 7.
Путем дросселирования на выходе гидротормоза достигается онределенный тормозной момент на валу хона, обеспечивающий необходимое усилие резания. Обработка ведется с охлаждением.
Предмет изобретения
Способ хонннгования зубчатых колес иаружного зацепления на зубохонинговальном станке обкаткой зубчатыми хонами, отличающийся тем, что, с целью повышения точности эвольвентного профиля зубчатых колес, скорости скольжеиия по всей высоте профиля зуба выравнивают с помощью абразивного зубчатого колеса внутреннего зацепления диаметром, близким к диаметру обрабатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1970 |
|
SU287827A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| Станок для чистовой обработки конических зубчатых колес | 1980 |
|
SU906652A1 |
| Станок для обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848201A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
