Известны зубохонинговальные станки, в которых инструмент, установленный на шпинделе хонинговальной бабки, получая вращательное движение от привода, вводится в зацепление с обрабатываемым колесом, установленным в центрах передней и задней бабок.
Цель изобретения - создание управляемого процесса зубохонингования.
Для этого станок снабжен индивидуальным приводом вращения детали и следящей системой, осуществляющей кинематическую связь между приводом детали и приводом инструмента посредством датчиков, роторы которых связаны со ншинделями хонинговальной и передней бабок, беззазорной зубчатой передачей и гитарой сменных колес, а статоры имеют жесткую связь с червячной и реечной парами.
На чертеже показан предлагаемый станок.
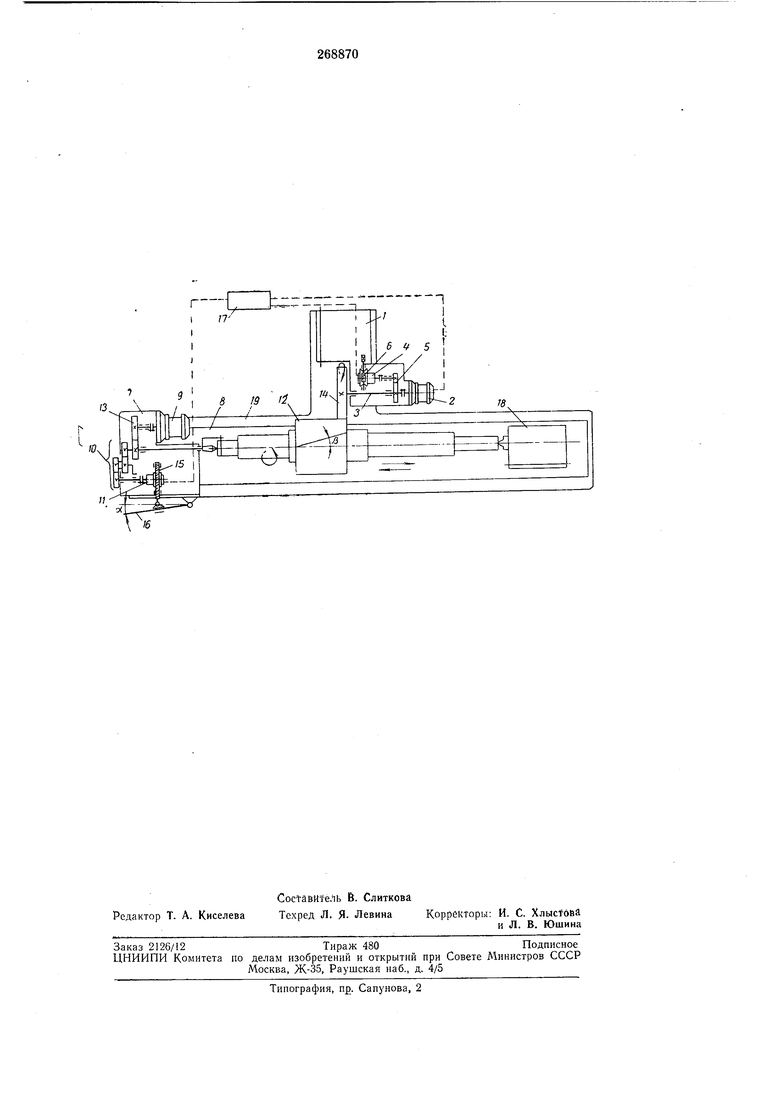
Станок, разработанный для обработки прямозубых и косозубых колес, а также зубчатых колес с бочкообразным зубом, содержит хонинговальную бабку 1, установленную на направляющих станины и перемещаемую нормально оси центров (оси изделия). Хонинговальная бабка несет на себе привод 2 хона, который сообщает движение шпинделю 3 и ротору датчика 4 через кинематическую пару 5. Статор датчика снабжен червячной парой 6, которая служит для поворота статора датчика
вручную, что обеспечивает круговую подачу инструмента.
Передняя бабка 7 неподвижно установлена на столе 8 и несет на себе привод 9 детсли,
гитару 10 синхронизации и датчик //. Привод изделия сообщает вращательное движение детали 12 через кинематическую пару 13 и ротору датчика 11 через гитару 10 синхронизации. Кинематическая пара выбирается из условия обеспечения диапазона регулирования оборотов детали в необходимых пределах. Гитара синхронизации служит для согласования угловых скоростей датчиков // и 4. Гитара составляете : из
четырех сменных шестерен, числа зубьев которых определяются в зависимости от числа зубьев хона 14 и детали.
Реечная пара 15 и синусная линейка 16 служат для сообщения статору датчика // доюлнительного поворота, что обеспечивает чгрез следящую систему 17 дополнительный поворот хона при обработке косозубых колес. Задняя бабка 18 устанавливается на столе 8 подвижно и служит для базирования детали в
центрах.
В зависимости от назначения и констру1сции обрабатываемой шестерни, а выбранного способа хопингования приводы либо независимо, либо согласовано в редсиме
приводов используется при обработке неответственных передач способом постоянного давления, т. е. способом обычного хонингования, распространенного в машиностроении.
Работа приводов в режиме слежения предназначена для обработки ответственных передач с целью получения высокой точности зацепления обрабатываемой детали и чистоты рабочей поверхности зубьев.
Предлагаемый станок работает следующим образом.
Деталь устанавливают в центрах передней и задней бабок, зубчатый хон - на шпинделе хонинговальной бабки.
Для осуществления правильной кинематической связи между деталью и хоном устанавливают необходимые сменные колеса в гитаре синхронизации, которую настраивают из условия, чтобы роторы датчиков вращались синхронно.
Перемещением хонинговальной бабки нормально оси центров вводят хон в зацепление с деталью. Приводы и систему слежения включают в работу, разгоняя деталь-инструмент до рабочего числа оборотов. При этом хон следит за деталью и имеет согласованное с ней вращение.
Поворотом статора вручную через червячную пару сообщают круговую подачу инструменту для обработки, напримерлевого профиля зубьев детали, и включением продольной подачи стола приступают к выхаживанию зубьев по всей длине. Стол соверщает возвратно-поступательное движение.
По окончании обработки левого профиля зубьев аналогично приступают к обработке правого профиля.
Описанный принцип работы и настройки станка относится к процессу обработки прямозубых колес.
При обработке косозубых колес на станках с кинематической связью между деталью и инструментом требуется, кроме основного движения обкатки, сообщать дополнительное вращательное движение винтообразования либо детали, либо инструменту.
В рассматриваемой конструкции зубохонинговального станка, имеющего кинематическую связь мелсду деталью и инструментом, дополнительное вращательное движение винтообразования сообщается инструменту.
С этой целью устанавливают синусную линейку на станке 19 под углом а к направлению продольной подачи стола 8 и крепят. Угол установки линейки определяется в зависимости от угла р наклона зуба обрабатываемой детали. Синусная линейка через реечную пару 15 кинематически связана со статором датчика 11. При возвратно-поступательном движеНИИ стола статору датчика сообщается возвратно-вращательное движение. Возвратновращательное движение статора датчика преобразуется через электрическую систему слежеаия в сигнал дополнительного поворота инструмента, который суммируется с основным
сигналом слежения, обеснечивая правильное
вращательное движение хода при обработке
винтовых зубьев детали.
.Наличие кинематической связи в станке
между деталью и инструментом, т. е. цепи обкатки, позволит вести обработку зубчатых передач до заданной степеии точности путем последовательного соприкосновения всех зубьев зацепления, начиная с зубьев, имеющих наибольщую положительную погрешность.
Обработка деталей способом обычного хонингования, т. е. способом ностоянного давления, производится при раздельной и независимой работе приводов детали и хона, система слежения выключена. При этом хон, введенный в зацепление с деталью, разгоняется без нагрузки приводом деталей.
По достижении рабочего числа оборотов детали и инструмента привод хода включают в
режи.м рекуперативного торможения и плавно изменяют тормозной момент на хоне до необходимой величины.
Такой порядок обработки тяжелых зубчатых колес способом обычного хонингования
исключает преждевременный износ и поломку зубчатого хона.
Предмет изобретения
Зубохонинговальный станок, в котором инструмент, установленный на щпинделе хонинговальной бабки, получая вращательное движение от привода, вводится в зацепление с деталью, закрепленной в центрах передней и
задней бабок, отличающийся тем, что, с целью создания управляемого процесса зубохонингования, станок снабжен индивидуальным приводом вращения детали и следящей системой, осуществляющей кинематическую связь между приводом детали и приводом инструмента посредством датчиков, роторы которых связаны со щпинделем хонинговальной и передней бабок, беззазорной зубчатой передачей и гитарой сменных колес, а статоры и.меют жесткую связь с червячной и реечной парами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ | 1968 |
|
SU217919A1 |
| ЗУБОХОНИНГОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU212726A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Убошлифовальный станок для цилиндрических колес | 1966 |
|
SU339116A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| ЗУБОШЛИФОВАЛЬНЬ[Й СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1968 |
|
SU217913A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |