Известен сварочный автомат для сварки изделий криволинейными швами, содержащий сварочную головку с горелкой и механизм перемещения электрода по криволинейной траектории с конирным роликом.
Предложенный автомат отличается от известного тем, что он снабжен механизмом поперечных перемещений электрода, содержащим эксцентриковый привод, выходной вал которого связан с рычагом, охватывающим ВОДИЛО. Один конец водила смонтироваи на нодщипииках в каретке, установленной в направляющих корпуса ГОЛОВКИ и связанной через КЛИН с роликовым копиром изменения ширины шва, а другой - в ползуне, жестко связанном с горелкой и смоитированном в рамке, расположенной в корпусе головки. Привод механизма перемещения электрода по криволинейной траектории выиолиеи через реечно-зубчатую передачу,
Это позволяет повысить качество сварки и получать швы переменной ширины в зависимости от ТОЛЩИНЫ профиля сечения завариваемой лопатки.
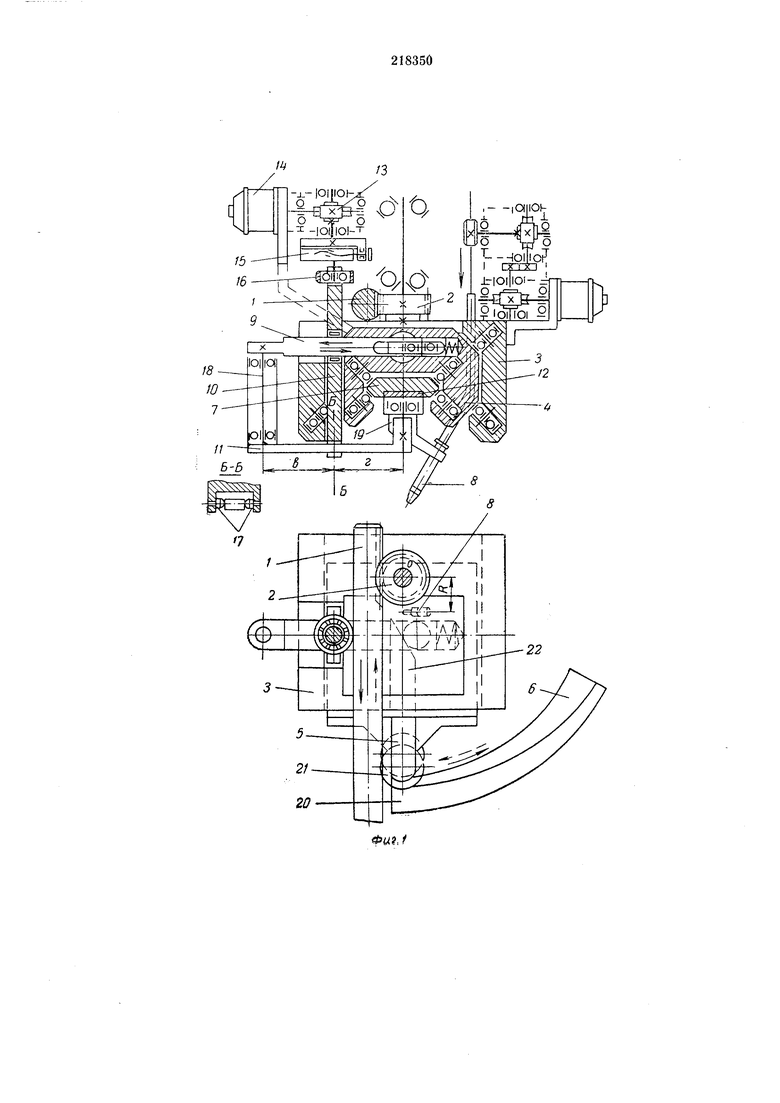
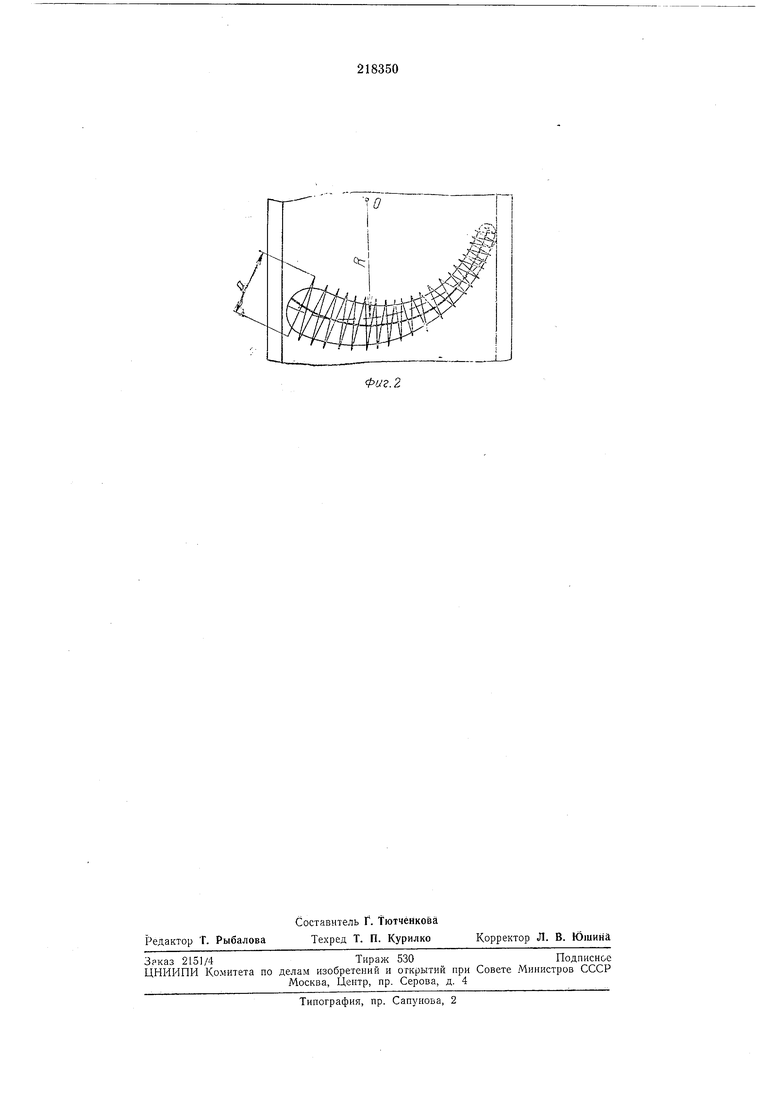
На фиг. 1 представлен описываемый автомат; на фиг. 2 - схема перемещения сварочной горелки.
правляющей с определенным постоянны.м радиусом К и копирующего , которое компенсирует между расстояниями точек средней линин профиля пера лопатки
от точки О и дугой радиуса R задающего движения. Круговая задающая подача обеспечивает малые УГЛЫ давления иа копире и создает благоприятные условия при мехаиическом копировании в ироцессе сварки крнволннейных профилей большой кривизны.
Кроме движения копирования, сварочиая головка сообщает электроду движение на разгонку щва с амнлитудой а переменной величины, направленной но радиусу.
Перемещение по криволинейной направляющей с радиусом / осуществляется зубчатой рейкой 1, поворачивающей зубчатое колесо 2 и связаииый с ним корнус головки -9. В корпусе на направляющих качепия расположена рамка 4, которая закрепленным на ней роликом 5 контактирует с копиром 6 движения горелки.
В рамке 4 на направляющих качения установлен ползун 7 с горелкой 8. Перемещение
горелки по профилю щва осуществляется при движеинн рейки и иовороте корпуса 3 от копира 6 через РОЛИК 5, раму 4, каретку 9, рычаг 10, ВОДИЛО // и колодку 12. Для иолучения движения на разгонку щса
от электродвигателя 14 постоянного тока. Редуктор передает вращение на регулируемый эксцентриковый механизм 15, выходной вал которого с насаженным подшипником 16 входнт в паз рычага 10.
Качание рычага 10 совершается вокруг оси каретки 9, вследствие чего упоры 17, охватывающие водило 11, покачивают это водило вокруг оси 18. Колебание конца водила через подшипник 19 передается на колодку 12, ползун 7 и горелку 8.
Величину раскачивания электрода меняют при помощи копира 20 изменения ширины шва. Этот копир воздействует через ролик 21 на клип 22, тем самым перемещает каретку .9 и изменяет положение оси 18, что вызывает изменение соотношения плеч в и г, а следовательно, и изменение величины раскачивания при копировании.
Таким образом, конец электрода совершает сложное движение, являющееся суммой движений по средней линии профиля шва и на разгонку шва с переменной амплитудой.
Предмет изобретения
Сварочный автомат для сварки изделий криволинейными швами, содержащий сварочпую головку с горелкой и механизм перемещения электрода по криволинейной траектории с копирным роликом, отличающийся тем, что, с целью повышения качества при сварке изделий неременной ширины, он снабжен механизмом поперечных перемещений электрода, содержащим эксцентриковый нривод, выходной вал которого связан с рычагом, охватывающим водило, один конец которого смонтирован на подшипниках в каретке, устаповленной в направляющих корпуса головки и связанной через клин с роликовым копиром изменения ширины щва, а другой - в ползуне, жестко связанном с горелкой и смонтированном в рамке, установленной в корпусе
головки, причем привод механизма перемещений электрода по криво.пинейной траектории выполнен через реечно-зубчатую передачу.
20

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Установка для автоматической сварки | 1979 |
|
SU778978A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |